<구분>
- 기본 열처리
- 담금질 (Quenching)
- 뜨임 (Tempering)
- 풀림, 소둔 (Annealing)
- 완전소둔 (Full Annealing)
- 구상화 소둔 (Sphericidizing Annealing)
- 재결정 소둔 (Recrystallization Annealing)
- 응력제거 소둔 (Stress Relief Annealing)
- 균질화 소둔 (Homogenizing Annealing)
- 불림 (Normalizing)
- 가공열처리 (thermo mechanical treatment) ★
- 오스포밍 (Ausforming)
- 아이소포밍 (isoforming)
- 가공퀜칭
- 열간가공(제어압연)
- 항온열처리 ★
- 오스템퍼링 (Austempering)
- 시효경화열처리
- 심냉처리
<기출>
- 금속 22-3-6 가공열처리를 설명하시오
- 금속 21-1-9 금속재료의 강인성은 합금원소 첨가, 열처리, 가공 등으로 개선되는데, 가공과 열처리를 합쳐서 강인성을 한층 향상시킨 대표적인 강재인 TMCP(thermo-mechanical control process) 강에 대하여 설명하시오.
- 금속 18-2-2 금속재료의 강인성은 합금원소 첨가, 열처리, 가공 등으로 개선되는데, 가공과 열처리를 합쳐서 강인성을 한층 향상시키기 위한 처리 기술의 하나인 제어압연냉각 (thermo-mechanical control process)의 강화기구를 설명하고, 이 공정으로 생산되는 대표적인 강재인 TMCP강에 대하여 특징을 설명하시오.
- 금속 17-3-6 오스폼드(Ausformed)강은 400ksi 정도의 매우 큰 인장강도를 갖는 재료로, 공업적으로 이용 가능한 강 중 최고의 강도와 높은 인성을 보이고 있다. 그 제조법은 TTP상(그림 a)의 Pearlite와 Bainite 사이의 소위 ‘bay’영역에서(austenite 영역) 90% 이상의 소성가공 후 급냉하여 Martensite 상으로 만들고, 이의 tempering을 통해 제조된다. Ausformed 강의 강화기구를 이강의 특성에 관한 실험결과인 그림(b)∼(d)를 참고하여 설명하시오.
- 금속 14-1-7 Ausforming 처리를 설명하시오
1. 개요
1) 가공열처리 (Thermo Mechanical Treatment)정의
소성가공과 열처리를 결합시킨 처리방법
열처리를 통해 얻을 수 없는 조직과 기계적 성질을 얻을 수 있음
통항의 열간가공은 재결정 온도 이상, 비교적 오스테나이트 영역에서 행하여지지만 최근 강의 강도와 인성을 향상시키기 위해 저온의 오스테나이트 영역에서
또는 변태중, 변태 완료 후 가공을 행하여 바람직한 미세조직을 얻는 것을 가공열처리라 함
특히 고장력 저합금강의 제어압연은 널리 실용화되고 있음

2) 가공열처리 종류
- 오스포밍 (Ausforming)
- 아이소포밍 (isoforming) : 페라이트, 펄라이트 변태 중 가공
- 가공퀜칭, 단조 퀜칭
- 열간가공(제어압연)
- 마르텐사이트 변태 중 가공
- 펄라이트 가공에 의한 강화
- 파텐팅 (Patenting)
- 블루밍 (Bluming)
2. 가공열처리 종류 별 특징
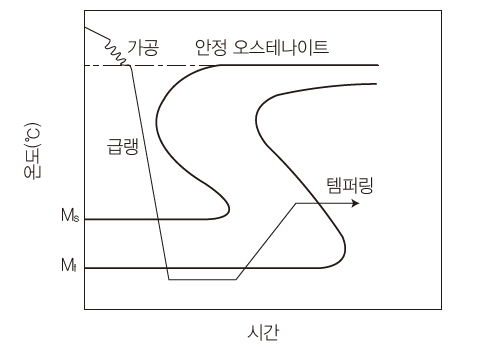
1) 오스포밍 (Ausforming)
대표적인 가공열처리
준안정 오스테나이트를 500도 부근에서 가공한 후 급랭하여 마르텐사이트로 변태시킴
연성과 인성을 그다지 해치지 않고 강도를 향상시킴 (우수한 표면경화층) : 인성 저하 없이 강도 50% 향상
탄소량이 적은 강은 효과가 적음 (0.95% 탄소강을 대상으로 실시)

(1) 가공 방법
- 시편을 오스테나이트화
- 오스테나이트의 베이구역을 무사히 지날 수 있도록 급랭 (코부분을 통과)
- 시편의 내, 외부를 동일한 온도에 도달할 수 있도록 소성가공
- 이후 공랭, 유냉, 수냉하여 마르텐사이트 변태
(2) 오스포밍 특징
- 마르텐사이트 핵생성이 일어난 곳이 크게 증가 (마르텐사이트 수가 크게 증가하고, 생성을 촉진)
- 오스테나이트 결정격자가 가공에 의해 비틀려 슬립라인이 발생, 마르텐사이트 성장이 크게 제한 (작은 결정립 유지)
- 압연할때 압연방향으로 오스테나이트 입자가 길어지고, 직각방향으로 짧아지기 때문에 마르텐사이트 크기를 제한
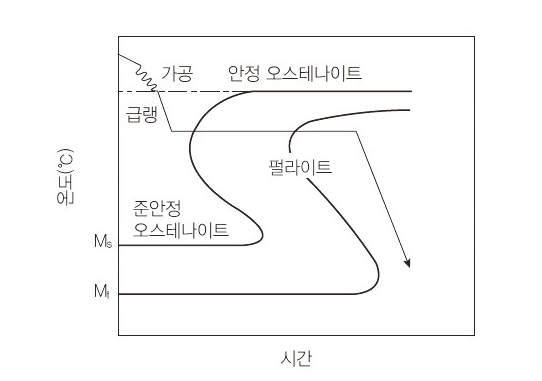
2) 아이소포핑 (isoforming) : 페라이트, 펄라이트 변태 중 가공
경화능이 크지 않은 저합금강을 변태점 영역에서 가공하는 조작
미세한 페라이트 결정립과 구상탄화물이 분산 석출된 조직 확보
강도와 인성이 향상됨 (제어압연강의 강화법)
3) 가공퀜칭, 단조퀜칭 (안정된 오스테나이트 영역에서 가공열처리)
안정 오스테나이트 구역에서 가공 후 퀜칭 (단조퀜칭이 여기에 해당)
경화능을 향상시켜 강도와 인성을 개선시킴
4) 열간 가공 (제어 압연)
가공퀜칭보다 약간 낮은 온도로 가공하여 항온변태를 하는 것
(1) 제어압연에 의한 강인화기구
"페라이트 결정립 자체의 강화, 미세화 및 펄라이트 (베이나이트) 분율의 증가에 기인"
- 압연 전 슬래브의 가열온도를 가능한 낮추어 압연전 오스테나이트 결정립을 미세화시킴 (오스테나이트 영역 중 최하단)
- 오스테나이트 영역 중 저온영역에서 충분히가공 → 재결정 오스테나이트 결정립의 미세화
(Nb, Ti등의 합금원소 첨가시 오스테나이트 결정립의 재결정 성장을 억제 → 결정립 미세화를 쉽게 달성) - Ar3 변태점(910도) 직상(r)의 미재결정영역에서 가공 → 오스테나이트 결정립은 길게 연신되고 변형대를 형성
- 연신된 결정립계 및 변형대 경계는 페라이트 핵생성장소로 제공 → 극히 미세한 페라이트 결정립 확보
- Ar3 변태점 이하의 2상영역(a+r)에까지 가공을 계속 하면, 가장 우수한 인성을 얻을 수 있음
(미변태 오스테나이트 결정립은 더 연신되고, 페라이트는 아결정립 (sub grain) 형성하여 더욱 미립화) - 제어압연 종료 후 적당한 속도로 수냉하거나 급랭하는 도중 공랭하는 등의 제어 냉각으로 강도의 대폭적인 향상
제어 냉각을 통해 매우 우수한 강도를 얻은 강재를 TMCP (Thermo-Mechanical Control Process)강이라 부름
가공온도의 저하에 따라 강도는 향상되지만 인성은 오스테나이트와 페라이트의 2상영역에서 가공할 때 가장 우수한 인성 (Ar3점 이하 40도의 온도영역)
5) 마르텐사이트 변태 중 가공
오스테나이트계 스테인리스강이나 고망간 강에서는 Ms점 이상의 온도에서 가공할 때 마르텐사이트를 형성시키지 않고 변형되어 현저히 강화
6) 펄라이트 가공에 의한 강화
가공경화, 공석강에 가까운 0.7 ~ 0.9%의 강을 70 ~ 90%로 냉간가공시 300kgf/mm2 이상의 높은 인장강도 확보
이것은 심한 냉간가공을 해야하므로, 전처리로서 파텐팅 처리가 필요
- 파텐팅 (Patenting)
오스테나이트화 처리 후 500도 정도에서 항온변태시킴 (미세 펄라이트, 소르바이트 조직 확보)
연성이 커지므로 냉간 가공성 향상 - 블루밍 (Bluming)
파텐팅 열처리 (Patenting treatment), 블루잉 처리 (Bluing treatment)
기본 열처리 담금질 (Quenching) 뜨임 (Tempering) 풀림, 소둔 (Annealing) 완전소둔 (Full Annealing) 구상화 소둔 (Sphericidizing Annealing) 재결정 소둔 (Recrystallization Annealing) 응력제거 소둔 (Stress Relief Annealing) 균
romanticdeer.tistory.com
기본열처리 - 노말라이징 (Normalizing, 불림, 소준)
기본 열처리 담금질 (Quenching) 뜨임 (Tempering) 풀림, 소둔 (Annealing) 완전소둔 (Full Annealing) 구상화 소둔 (Sphericidizing Annealing) 재결정 소둔 (Recrystallization Annealing) 응력제거 소둔 (Stress Relief Annealing) 균
romanticdeer.tistory.com
기본열처리 - 풀림(Annealing), 소둔
기본 열처리 담금질 (Quenching) ★ 뜨임 (Tempering) 풀림, 소둔 (Annealing) ★ 완전소둔 (Full Annealing) 구상화 소둔 (Sphericidizing Annealing) 재결정 소둔 (Recrystallization Annealing) 응력제거 소둔 (Stress Relief Anneali
romanticdeer.tistory.com
침탄법 (Carburizing), 고체침탄법, 가스침탄법, 액체침탄법, 침탄 기구 (mechanism), 침탄로
표면처리 표면경화법 침탄법 ★ 고체침탄법 ★ 가스침탄법 ★ 액체침탄법 ★ 질화법 이온질화법 가스질화법 침탄질화법(청화법, 액체질화법, 액체침탄법) 숏피닝 (Shot Peening) 화염경화 (Flame Harde
romanticdeer.tistory.com
질화법 (Nitriding), 연질화법, 이온질화법, 가스질화법, 청화법, 액체질화법, 표면경화
표면처리 표면경화법 침탄법 고체침탄법 가스침탄법 질화법 ★ 이온질화법 ★ 가스질화법 ★ 침탄질화법(청화법, 액체질화법, 액체침탄법) ★ 숏피닝 (Shot Peening) 화염경화 (Flame Hardening) 고주파
romanticdeer.tistory.com
항온열처리(Isothermal Heattreatment), 오스템퍼링, 마퀜칭, 마템퍼링, 항온뜨임, 항온불림, 항온풀림
기본 열처리 담금질 (Quenching) 뜨임 (Tempering) 풀림, 소둔 (Annealing) 완전소둔 (Full Annealing) 구상화 소둔 (Sphericidizing Annealing) 재결정 소둔 (Recrystallization Annealing) 응력제거 소둔 (Stress Relief Annealing) 균
romanticdeer.tistory.com
'Mechanical Engineering Study > 열처리 | 금속재료' 카테고리의 다른 글
| 시효경화, 석출경화, 시효(aging)의 종류 (1) | 2024.05.01 |
|---|---|
| 알루미늄 합금 구분, 알루미늄 합금 열처리 종류 구분, 열처리 기호 (0) | 2024.04.30 |
| 파텐팅 열처리 (Patenting treatment), 블루잉 처리 (Bluing treatment) (2) | 2024.04.21 |
| 항온열처리(Isothermal Heattreatment), 오스템퍼링, 마퀜칭, 마템퍼링, 항온뜨임, 항온불림, 항온풀림 (0) | 2024.04.19 |
| 열처리 결함, 퀜칭균열, 산화, 탈탄현상 (0) | 2024.04.09 |