<구분>
- 기본 열처리
- 담금질 (Quenching)
- 뜨임 (Tempering)
- 풀림, 소둔 (Annealing)
- 완전소둔 (Full Annealing)
- 구상화 소둔 (Sphericidizing Annealing)
- 재결정 소둔 (Recrystallization Annealing)
- 응력제거 소둔 (Stress Relief Annealing)
- 균질화 소둔 (Homogenizing Annealing)
- 불림 (Normalizing)
- 가공열처리 (thermomechanical treatment)
- 오스포밍 (Ausforming)
- 아이소포밍 (isoforming)
- 가공퀜칭
- 열간가공(제어압연)
- 항온열처리 ★
- 오스템퍼링 (Austempering)
- 마퀜칭 (Marquenching)
- 마템퍼링 (Martempering)
- 항온뜨임 (Isothermal Tempering)
- 등온풀림 (Isothermal Annealing)
- 시효경화열처리
- 심냉처리
<기출>
- 기계 16-1-1 항온열처리 중 오스템퍼 (Austempering)의 정의와 특징에 대하여 설명하시오
- 금속 14-4-1 ADI (Austempered ductile iron) 제조 방법 및 특성에 대하여 설명하시오
1. 개요
1) 항온열처리 정의
담금질과 뜨임의 두 가지 열처리를 동시에 할 수 있는 열처리법
변태점 이상으로 가열한 강을 보통의 열처리와 같이 연속적으로 냉각하지 않고 염욕 중에 퀜칭 (혹은 그 밖의 열처리)하여 그 온도로 일정한 시간 항온 유지 후 냉각하는 열처리
2) 목적 (이점)
- 퀜칭과 템퍼링을 같이 할 수 있고 (별도의 템퍼링이 불필요하여 공정 수를 줄일 수 있음. ex 베이나이트 형성)
- 퀜칭 균열을 방지할 수 있음
- 경도와 인성이 동시에 요구되는 공구강, 합금강의 열처리에 사용됨
3) 항온열처리 종류
- 오스템퍼링 (Austempering)
- 마퀜칭 (Marquenching)
- 마템퍼링 (Martempering)
- 항온뜨임 (Isothermal Tempering)
- 등온풀림 (Isothermal Annealing)
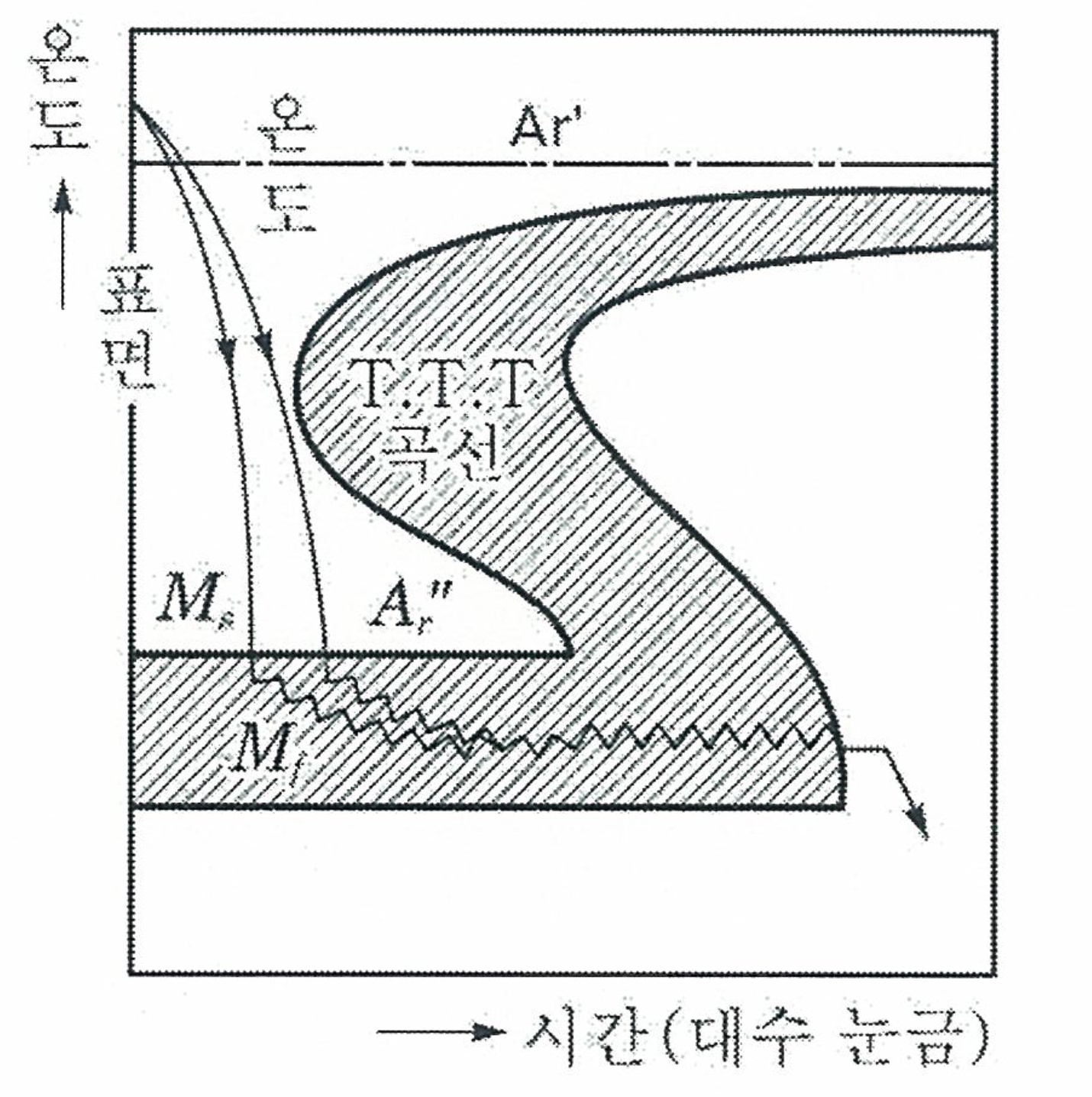
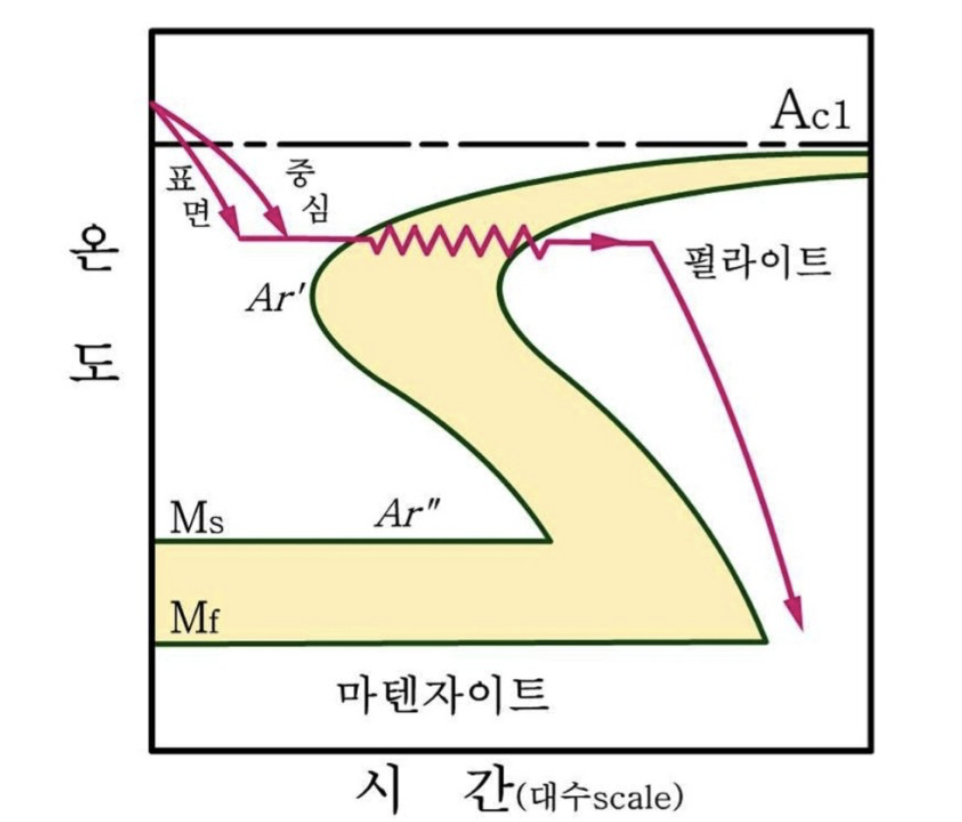
4) 강의 항온변태선도, TTT선도 (Time-Temperature-Transformation Diagram)
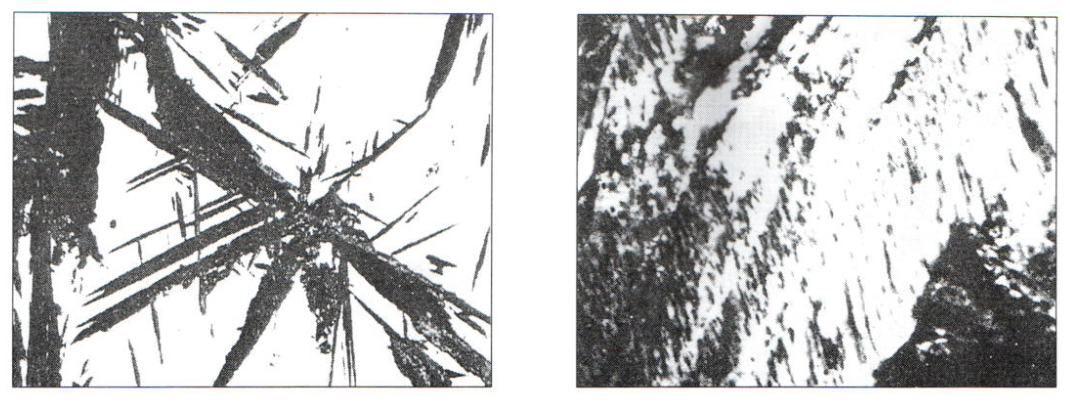
- nose온도 위에서 항온변태시키면 펄라이트 (페라이트, 시멘타이트가 반복되는 층상의 형태)
- nose온도 밑에서 항온변태시키면 베이나이트 (침상에 가까운 형태)

2. 항온열처리 구분
1) 오스템퍼링 (Austempering)
Ms 상부과냉 오스테나이트에 변태가 완료될 때까지 항온 유지하여 베이나이트를 충분히 석출시킨 후 공랭하는 열처리
베이나이트 담금질이라고도 함
뜨임할 필요가 없고 오스템퍼링한 강은 Hrc 35 ~ 40으로서 인성이 크고 담금질 균열 및 변형이 잘 생기지 않음

(1) 오스템퍼링 특징
- 보통의 담금질과 템퍼링에 비해 연신율과 충격치 등이 우수 (베이나이트 특징)
- 강인성이 풍부한 재료를 얻을 수 있음
- 담금질 균열과 비틀림 등이 생기지 않음
- 열욕 온도까지 100%의 오스테나이트 조직을 형성한 뒤 항온 유지하여 베이나이트 변태를 해야하므로, 제품의 크기가 작아야함
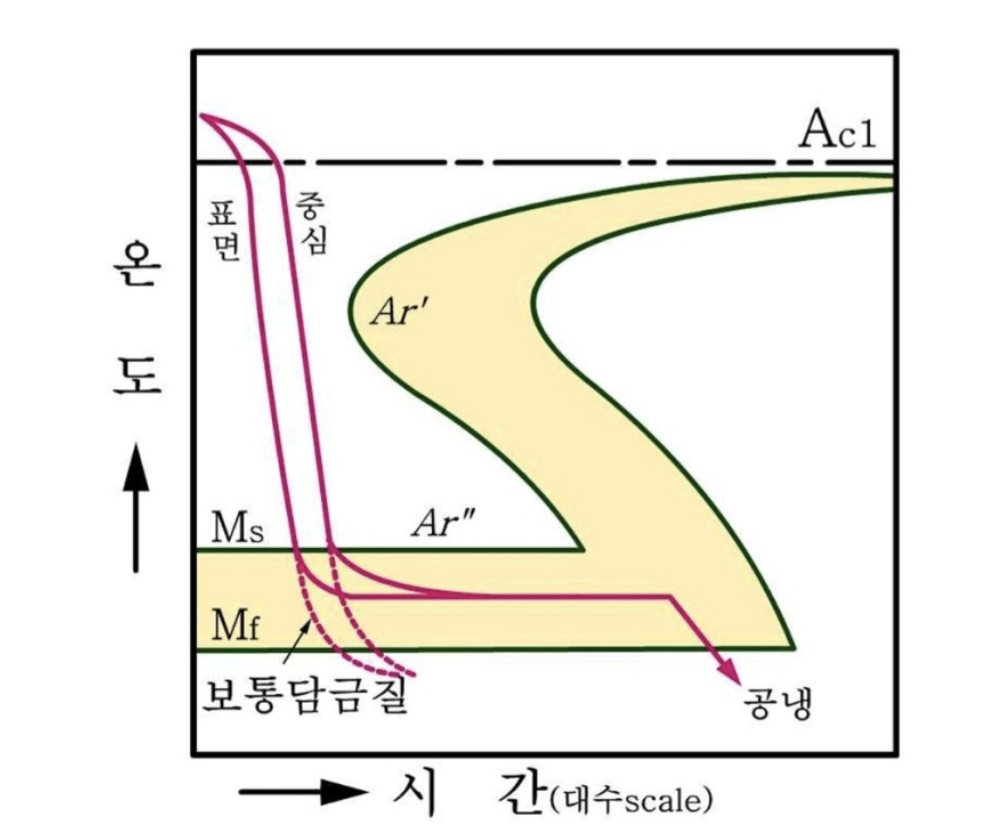
- 아래 그래프를 보면, 급랭속도가 a같이 빠를때는 코를 지나쳐서 항온변태를 해서 오스테나이트를 모두 베이나이트로 변태시킬 수 있으나, 냉각속도가 b처럼 느려지면 일부분이 펄라이트 변태를 일으킴 (이때는 코 시간이 점선처럼 우측으로 가야 가능함)
- 즉, 제품의 크기가 일정하면 코 시간이 긴 강일수록 냉각속도가 느려도 베이나이트 조직으로 만들 수 있음
- 오스템퍼링 이후 300~400도에서 1~10시간 가열하면 시효(aging)에 의해 강인성이 증가하게 되는데, 이것을 템퍼드 베이나이트(tempered bainite)라 함

(2) 오스템퍼링에 사용되는 염욕(Salt Bath)제 종류

2) 마퀜칭 (Marquenching)
일종의 중단 담금질, Ms보다 다소 높은 온도의 염욕까지 담금질 한 후 내부와 외부 온도가 균일하게 될때까지 항온유지 시킨다음 마르텐사이트 변태를 시켜 담금질 균열과 변형을 방지함
합금강, 고탄소강, 침탄부 등의 담금질에 적합하여 복잡한 물건의 담금질에 사용함
2024.04.09 - [Mechanical Engineering Study/열처리 | 금속재료] - 열처리 결함, 퀜칭균열, 산화, 탈탄현상
열처리 결함, 퀜칭균열, 산화, 탈탄현상
12-1-9 열처리 결함의 종류 5가지를 들고, 그 발생원인 및 대책을 설명하시오 열처리 결함 1) 열처리의 정의 열처리는 소재를 가열, 냉각하면서 필요한 성질을 부여하는 작업 소재 상태, 가열, 온도
romanticdeer.tistory.com
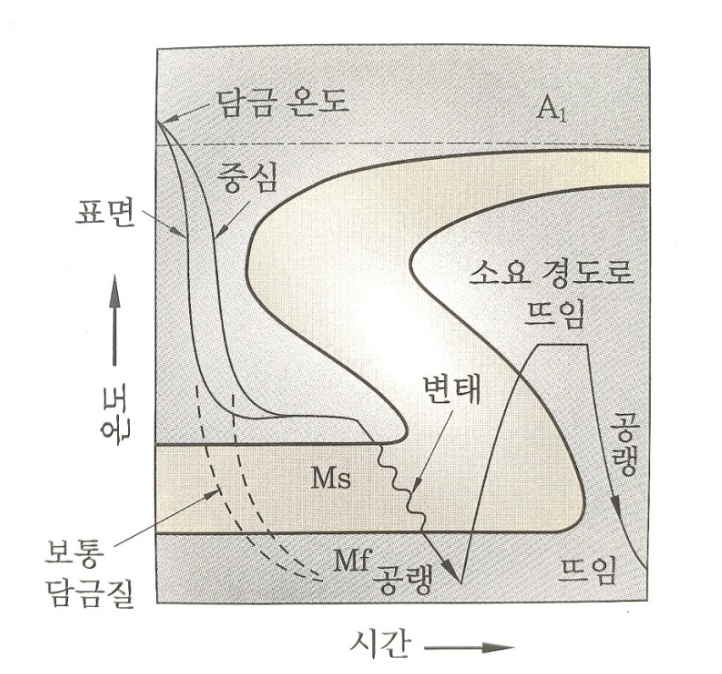
(1) 마퀜칭 과정
- Ms점 직상으로 가열된 염욕에 담금질 (thermoquenching)
- 담금질 한 재료의 내외부가 동일 온도에 도달할 때까지 항온유지
- 꺼낸 후 공랭하여 Ar''변태(마르텐사이트 변태)를 진행시킴
이때 얻어진 조직은 마르텐사이트이며, 마퀜칭 이후 템퍼링하여 사용하는것이 일반적임
(2) 마퀜칭 특징
- 내, 외부 온도가 동일할때까지 유지 후 퀜칭하여 강재 내 외부가 동시에 마르텐사이트 변태를 하기 때문에 균열과 비틀림 등이 생기지 않음
- 해당 강재의 Ms점은 탄소, 망간, 바나듐, 크롬, 니켈, 구리, 몰리브덴, 텅스텐, 규소, 코발트 함량을 기반으로 계산
(3) 마퀜칭 유의사항
- 마퀜칭 열욕온도는 200도까지는 광물유, 그 이상 온도에서는 염욕 혹은 금속욕이 좋음
- 열욕에 유지하는 시간은 소재 내 외부가 동일할때까지 진행하나, 너무 길어지면 항온변태가 발생하므로 좋지 않음 (S곡선 우측으로)
: Ms점 직상은 잠복기간이 가장 긴 곳 (가장 오래 있어도 항온변태가 일어나지 않는 지점) - Ms점 이하에서 서냉(공냉)하기 때문에 오스테나이트가 안정되어 잔류오스테나이트가 많아짐. (고탄소강일수록 수중 냉각 대비 경도가 약간 저하됨) : 마퀜칭 직후 소정의 온도로 템퍼링 or 퀜칭처리 필요
기본열처리 - 뜨임 (Tempering)
기본 열처리 담금질 (Quenching) 뜨임 (Tempering) ★ 풀림, 소둔 (Annealing) 완전소둔 (Full Annealing) 구상화 소둔 (Sphericidizing Annealing) 재결정 소둔 (Recrystallization Annealing) 응력제거 소둔 (Stress Relief Annealing)
romanticdeer.tistory.com
- 담금균열(quenching crack)이 생기지 않아 담금질에 인한 내부응력이 없으며, 치수 변형이 적으므로 형상이 복잡한 제품에 적합
3) 마템퍼링 (Martempering)
오스템퍼링보다 낮은 온도 (Ms온도 이하)인 100 ~ 200도에서 항온유지 후 공랭하는 열처리
오스테나이트에서 마르텐사이트 + 베이나이트 혼합 조직으로 변태
(1) 마템퍼링 특징
- 경도가 상당히 큼
- 인성이 우수(충격치 우수)
- 유지시간이 길어 대형의 제품에는 부적당함
- 담금질 균열, 담금질 스트레인을 제외할 수 있으므로 복잡한 형상의 소형부품에는 마르템퍼 처리가 많이 사용됨
4) 항온뜨임 ( Isothermal Tempering)
Ms온도 직하에서 열욕에 넣어 유지시킨 후 공랭하여 마르텐사이트와 베이나이트가 혼합된 조직을 확보
마르텐사이트 내에 일부 베이나이트 조직을 얻기 때문에 베이나이트 템퍼링이라고도 함
뜨임에 의해 2차 경화되는 고속도강이나 공구강 등에 효과적임 (고속도강의 뜨임에 응용)
담금질했던 고속도강을 뜨임할 경우 뜨임온도에서 300도 부근에 열욕조에 투입하여 등온 유지함으로써 베이나이트를 만드는 열처리방법, 베이나이트 뜨임이라고도 함
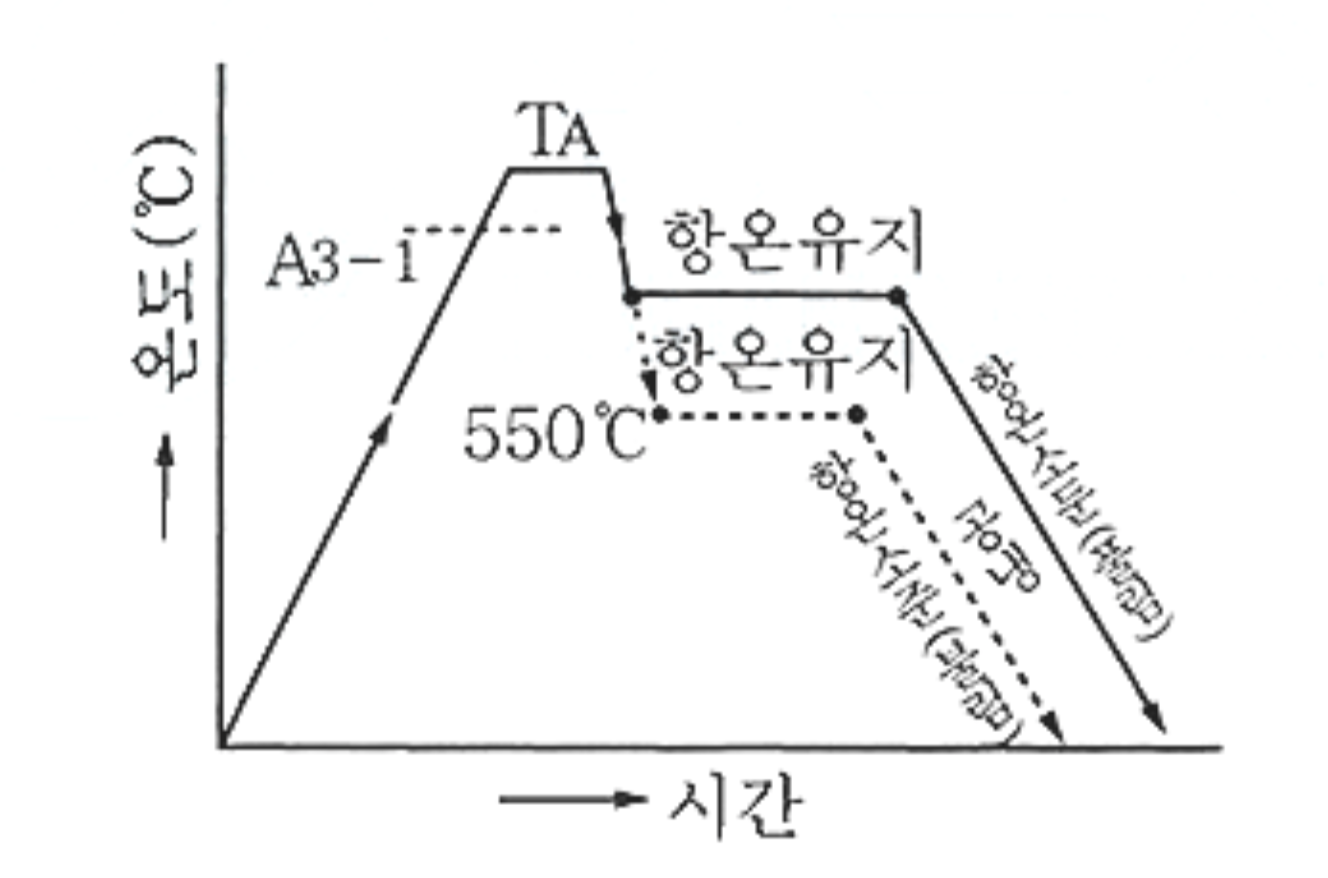
5) 항온풀림 (Isothermal Annealing)
풀림온도로 가열한 강재를 S곡선의 코(nose) 부근 온도인 600 ~ 650도에서 항온변태시킨 후 공랭
펄라이트 변태가 비교적 빠른 속도로 진행됨
처리시간이 단축되고, 연속잡업에 의한 대량생산이 가능함
공구강, 합금강 등 자경성 (Self Hardening)이 있는 강에 적합함
(1) 항온풀림 목적
- 펄라이트의 빠른 변태
- 처리시간 단축
- 연속작업에 의한 대량생산
6) 항온 불림 (Isothermal Normalizing)
불림 온도에서 약 550도의 등온로에 넣어 등온변태시킨 후 공랭하는 방법
불림온도로부터 등온도까지의 냉각시간은 5 ~ 7분이 적당, 열풍냉각법 적용
3. 고찰
1) ADI (Austempered ductile iron) 제조 방법 및 특성
"ADI(Austempered Ductile Irons) 기술개발 및 응용" 논문 참조
구상흑연주철에 오스템퍼링을 적용한 것
ADI의 성능이 아주 우수하여 종래의 침탄 열처리된 단조 부품을 경제적으로 대체할 수 있음 (기어 재질로 사용)
베이나이트와 탄소가 강화된 잔류 오스테나이트의 복합미세조직
(1) 제조 방법 : 오스템퍼링한다
- 오스테나이트화 온도의 범위는 815 ~ 925도 사이
- 노내 온도 편차를 6도 이내로 제어
- 오스테나이트 처리 시간은 0.5 ~ 4시간 사이가 통상적임
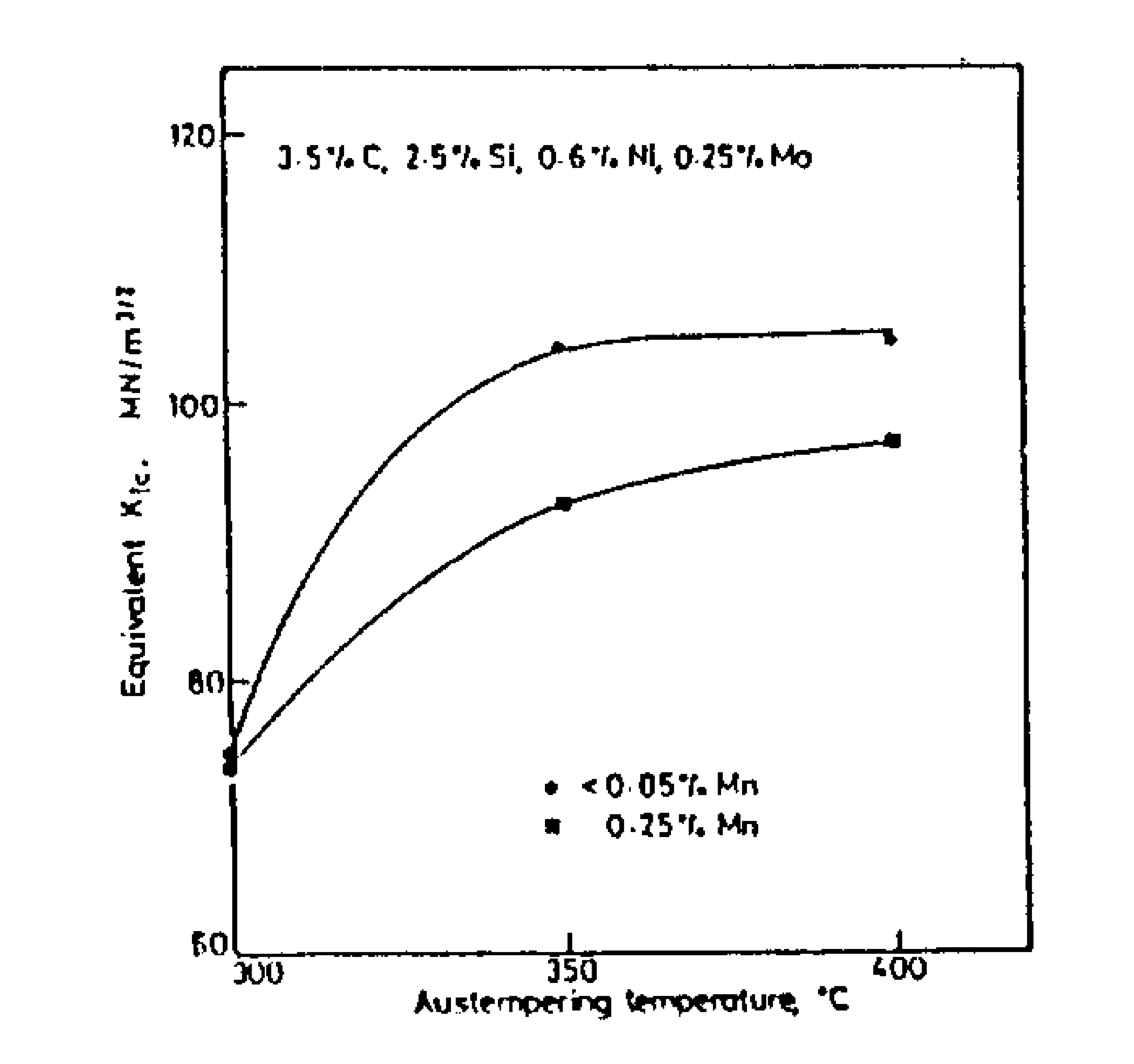
- 오스템퍼링 온도는 통상 205도에서 400도 범위 내에서 선택 (온도 편차 6도 이내) :
- 해당 온도까지 급냉(담금질) 후 항온 유지한다
- 고강도가 필요할 경우 낮은 온도를 선택하여 하부 베이나이트의 미세조직 확보
- 고연신율이 필요할 경우 높은 온도를 선택하여 상부 베이나이트의 미세조직을 확보
- 이와 같이 온도를 임의로 선정하여 강도와 연신율을 효율적으로 조정
(2) 특성
ADI는 금속결합성이 강한 잔류오스테나이트에 의해 인성이 향상되고, 공유결합성이 강한 베이나이트에 의해 강도가 높아짐
- 고강도
- 고연성
- 고인성
- 파괴인성 우수 (fracture toughness)
- 내피로성 우수
- 내마모성 우수 (오스테나이트 가공경화)
기본열처리 - 노말라이징 (Normalizing, 불림, 소준)
기본 열처리 담금질 (Quenching) 뜨임 (Tempering) 풀림, 소둔 (Annealing) 완전소둔 (Full Annealing) 구상화 소둔 (Sphericidizing Annealing) 재결정 소둔 (Recrystallization Annealing) 응력제거 소둔 (Stress Relief Annealing) 균
romanticdeer.tistory.com
재결정 (recrystallization), 재결정온도, 냉간가공, 열간가공
22-1-3 금속의 열처리과정 중 발생하는 재결정에 대하여 설명하시오 13-1-4- 소성가공에서 열간가공(hot working)과 냉간가공(cold working)의 특징을 비교하여 설명하시오 금속 22-1-13 열간압출법(hot extrusi
romanticdeer.tistory.com
구상흑연주철의 페딩 현상, 페이딩 현상 (Fading)
금속 19-1-10 구상흑연주철 용탕에서 발생하는 패이딩(Fading)현상의 발생원인과 방지대책을 설명 하시오. 금속 16-1-11 구상화처리 후의 용탕유지에서 페딩(fading) 현상과 Compact Vermicular 흑연주철 (C-V
romanticdeer.tistory.com
'Mechanical Engineering Study > 열처리 | 금속재료' 카테고리의 다른 글
| 가공열처리 (Thermo Mechanical Treatment), 오스포밍, 아이소포밍, 가공퀜칭, 제어압연 (0) | 2024.04.23 |
|---|---|
| 파텐팅 열처리 (Patenting treatment), 블루잉 처리 (Bluing treatment) (0) | 2024.04.21 |
| 열처리 결함, 퀜칭균열, 산화, 탈탄현상 (0) | 2024.04.09 |
| 금속침투법 (metallic cementation), 세라다이징, 칼로라이징, 크로마이징, 규소침투법, 보로나이징 (1) | 2024.04.08 |
| 물리증착법(PVD; Physical Vapor Deposition), 화학증착법(CVD; Chemical Vapor Deposition), 공구코팅, 초경합금 (1) | 2024.04.07 |