<구분>
- 드릴링가공
- 보링가공
- 리머가공
- 탭가공
- 평삭가공
- 셰이퍼가공
- 슬로터가공
- 플래너가공
- 밀링가공
- 기어절삭가공
- 호빙머신 이용
- 기어셰이퍼 이용
- 기어셰이빙 이용
- 기어밀링 이용
- 총형 커터
- 창성법
- 연삭가공
- 원통연삭
- 내면연삭
- 평면연삭
- 센터리스연삭
- 공구연삭
- 기타연삭
- 나사연삭
- 기어연삭
- 총형숫돌연삭
- 랙형숫돌연삭
<기출>
- 22-1-2 연삭숫돌의 3요소 및 연삭비(Grinding ratio)에 대하여 간략히 설명하시오.
- 19-1-10 연삭가공에서 치수효과(size effect)에 대하여 설명하시오.
- 16-4-1 연삭숫돌의 표기 방법을 확인한 결과 A-36-L-5-V이었다. 연삭숫돌의 구성요소 5가지를 설명하고 각 문자 및 숫자가 나타내는 뜻을 설명하시오.
- 15-1-8 연삭비(grinding ratio) 에 대하여 설명 하시오.
- 12-1-8 비트리파이드(vitrified)연삭 숫돌의 작업방식에 영향을 미치는 인자 5가지를 설명하시오
1. 개요
1) 연삭의 정의
연삭가공은 연삭숫돌의 입자 (Abrasive Grain)의 절삭작용으로 공작물에 미소의 Chip이 발생하는 가공
이에 사용되는 기계를 연삭기 (Grinding Machine)이라 함
연삭입자는 결합제로서 결합, 입자가 둔화되어 절삭저항 > 결합제 강도가 되면 입자는 탈락되고 새로 예리한 입자가 출현함 (자생작용, self-sharpening)
연삭작업은 CNC 작업보다 치수 정밀도가 훨씬 높은 작업임
- 정밀도가 높고 표면 거칠기가 우수
- 담금질 처리된 강, 초경합금과 같이 단단한 재료 가공 가능
- 자생작용을 함
- 고속 회전 가공이므로 숫돌의 균열에 주의

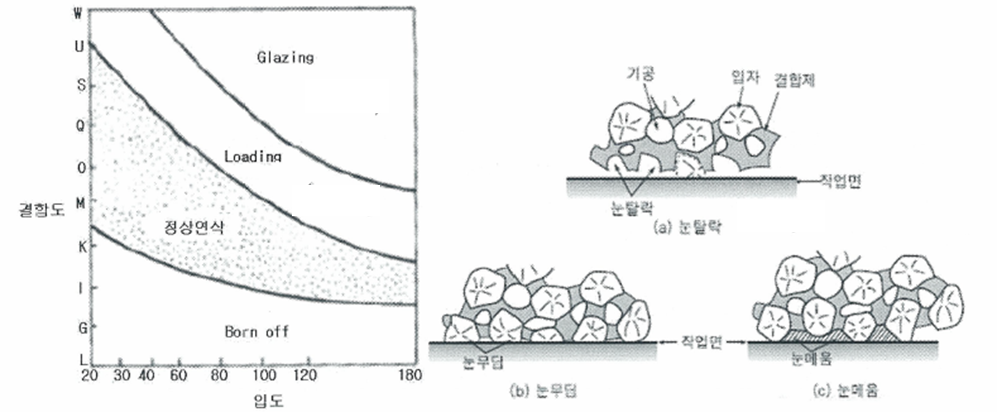
연삭 드레싱(dressing), 트루잉(Truing), 셰딩 (Shedding), 글레이징 (glazing), 눈메움, 무딤, 숫돌 밸런싱 (B
드릴링가공 보링가공 리머가공 탭가공 평삭가공 셰이퍼가공 슬로터가공 플래너가공 밀링가공 기어절삭가공 호빙머신 이용 기어셰이퍼 이용 기어셰이빙 이용 기어밀링 이용 총형 커터 창성법
romanticdeer.tistory.com
2) 연삭 숫돌의 3요소
- 연삭 입자 (절삭 날)
- 결합제 (연삭 입자 지지)
- 기공 (칩의 저장, 배출)
3) 숫돌바퀴의 구성 5요소
- 숫돌 입자 (Abrasive Grain)
- 입도 (Grain Size)
- 결합도 (Grade)
- 조직 (Structure)
- 결합제 (Bond)

2. 숫돌바퀴의 구성 5가지 요소
1) 숫돌입자 (Abrasive Grain)
(1) 숫돌입자 구비 조건
- 공작물을 연삭할 수 있는 충분한 경도
- 내마멸성
- 내충격성 (탄성이 있을 것)
- 결합제에 있어서 쉽게 결합되고 성형성이 좋을 것
- 값이 염가일 것
(2) 숫돌 입자의 종류
| 연삭재 | 숫돌입자 기호 | 성분 | 용도 | 특징 | |
| 인조 | 알루미나 (Al2O3) |
A | 알루미나 95% | 주강, 가단주철 | C숫돌보다 부드러우나 강인함 (충격에 강함) |
| WA | 알루미나 99.5% | 고속도강, 특수강 | 순도가 높으며 A보다 부서지기 쉬우나 단단함 | ||
| 탄화규소 (SiC) |
C | 탄화규소 97% | 주철, 석재, 유리 | 흑자색, A숫돌보다 굳으나 부서지기 쉽다 (여리다) | |
| GC | 탄화규소 98% | 초경합금, 유리 | 순도가 높음. 발열을 피할 경우 | ||
| 천연 | 다이아몬드 | D | 다이아 100% | 유리, 초경합금, 보석, 석재, 래핑용 | 강도가 가장 큼 |
2) 입도 (grain size)
메시로 선별, 숫돌 입자 크기의 굵기를 표시
(1) 사용 구분
- 거친 입도 : 거친연삭, 황삭, 절삭깊이의 이송을 많이 줄때, 연하고 연성일때, 접촉면이 클 때
- 고운 입도 : 다듬연삭, 정삭, 공구의 연삭, 경도가 높고 메진 일감의 연삭, 접촉면이 작을 때
(2) 입도 구분 : 클수록 곱다 (사포와 같음)
| 호칭 | 거침 | 중간 | 고움 | 아주 고움 |
| 입도 (번호) | 10 ~ 24 | 30 ~ 60 | 70 ~ 220 | 240 ~ 800 |
3) 결합도 (Grade)
숫돌 입자의 결합 상태를 나타내는 것
연삭저항에 대하여 숫돌입자를 유지하는 힘의 크고 작음을 나타냄 (숫돌입자나 결합제 자체의 경도가 아님)
(1) 구분
- 결합도가 낮은 숫돌 (연한 숫돌)은 숫돌입자가 숫돌 표면에서 쉽게 이탈
- 결합도가 높은 숫돌 (굳은 숫돌)은 단단한 숫돌이라 하며 숫돌입자가 숫돌 표면에서 쉽게 이탈하지 않음
(2) 결합도 (뒤로 갈수록 단단해진다)
| 결합도 | E, F, G | H, I, J, K | L, M, N, O | P, Q, R, S | T, U, V, W, X, Y, Z |
| 호칭 | 극히 연함 | 연함 | 중간 | 단단 | 매우 단단 |
(3) 결합도 선택 기준 (조건이 빡셀수록 연한 숫돌로 해야한다)
- 결합도가 높은 숫돌(단단한 숫돌) : 연질재료, 숫돌바퀴 원주속도가 느릴때, 연삭깊이가 얕을때, 접촉 면적이 작을 때, 재료 표면이 거칠 때
- 결합도가 낮은 숫돌 (연한 숫돌) : 경질재료, 원수속도가 빠를때, 연삭깊이가 깊을떄, 접촉면적이 클때, 재료표면이 치밀할 때
4) 조직 (Structure)
숫돌의 단위 용적 당 입자의 양, 입자의 조밀상태를 의미
(1) 구분 : 숫자가 작을수록 입자가 조밀함
| 호칭 | 조직 | 숫돌입자율(%) | 기호 |
| 치밀한 것 | 0,1,2,3 | 50 ~ 54% | c |
| 중간 | 4,5,6, | 42 ~ 50% | m |
| 거친 것 | 7,8,9,10,11,12 | 42% 이하 | w |
(2) 선택 기준
- 조직이 거친 연삭 숫돌(쉬울때) : 연질이고 연성인 재료, 거친 연삭, 접촉 면적이 클 때
- 조직이 치밀한 연삭 숫돌(까다로울때) : 굳고 메진 재료, 다듬질 연삭, 접촉 면적이 작을때
5) 결합제 (Bond)
숫돌입자를 결합하여 숫돌을 형성하는 재료
(1) 결합제의 요구조건
- 입자 간에 기공이 생기도록 할 것
- 균일한 조직으로 임의의 형상 및 크기로 제작이 용이할 것
- 고속회전에 대한 안전강도를 가질 것
- 열과 연삭액에 대하여 안전할 것
(2) 결합제의 종류
| 구분 | 결합제 | 기호 | 특징 |
| 무기질 결합제 | 비트리파이드 결합제 | V | 점토, 장석을 주성분으로 구워서 굳힌 것 결합도를 조절하기 용이함 어느 연삭이나 적합하나 강도가 강하지 못함 지름이 크거나 얇은 숫돌 바퀴에는 맞지 않음 |
| 실리케이트 결합제 | S | 규산나트륨 (Na2SiO3)을 연삭숫돌입자와 혼합하여 주형에 넣고 가열 후 건조 대형 숫돌바퀴 제작 가능 고속도강과 같이 균열이 생기기 쉬운 재료 연삭 발열을 피할 경우 사용 비트리파이드 대비 결합도가 낮음 (중연삭 X) |
|
| 유기질결합제 | 고무결합제 | R | 탄성이 크므로 얇은 숫돌에 적합 절단용, 센터리스 연삭기의 조정 숫돌로 사용 |
| 레지노이드 결합제 | B | 숫돌입자 + 합성수지 + 액체용제 연삭열로 인한 연화 영향이 적고 연삭유에도 안정 |
|
| 셸락 결합제 | E | 셸락이 주성분 강도와 탄성이 크므로 얇은 형상에 적합 |
|
| 비틸결합제 | PVA | 폴리비닐이 주성분, 초탄성 | |
| 금속결합제 | M | 다이아몬드를 분말야금법으로 결함(동, 황동, 니켈, 철 등으로 결합) 숫돌입자의 지지력이 크고 기공이 작으므로 수명이 길며 과격한 사용에 견딤 연삭 능률 나쁨 |
|
3. 연삭에 대한 고찰
1) 연삭비 (Grinding Ratio)
연삭비는 공작물의 종류와 연삭 숫돌의 조합에 따라 달라지며
연삭숫돌의 마모량을 나타내는 비율
연삭비 = 공작물의 제거체적 / 숫돌의 마모량 (체적)
- 단위 숫돌로 어느 정도의 공작물을 제거할 수 있는지 나타내는 척도
- 연삭비가 높을수록 경제적이나, 모재 표면의 온도 상승으로 표면이 손상되거나 산화될 수 있음
- 보통 연삭비는 2 ~ 200정도로 선정
2) 연삭의 치수효과 (size effect)
절삭깊이가 작아지면 단위면적당 비절삭저항이 증가하는 현상
절삭깊이가 낮아져 미변형 칩두께가 작아질수록 비절삭 에너지가 증가
비절삭 에너지 = 절삭력 / (칩 두께 x 폭)
- 연삭가공은 절삭가공대비 칩의 크기가 매우 작음
- 치수효과에 의해, 절삭깊이가 낮아 미변형 칩두께가 작으므로 비절삭 에너지가 매우 큼
- 단위체적당 가공에너지(비절삭 에너지)가 매우 커서 표면을 작은 힘으로 쉽게 다듬질 할 수 있음
- 연삭가공은 치수효과에 의해서 단위체적 당 가공에너지가 크게 작용함
3) 연삭 숫돌바퀴 표시와 읽는 방법
A-36-L-5-V
- 숫돌입자 : 알루미나 (95%)
- 입도 : 36 (중간 입도)
- 결합도 : L (중간 결합도)
- 조직 : 5 (중간 조직, 숫돌입자율 42 ~ 50%)
- 결합제 : V (비트리파이드 결합제)
4) 비트리파이드(vitrified)연삭 숫돌의 작업방식에 영향을 미치는 인자 5가지
① 숫돌 바퀴의 크기 : 지름이 크거나 얇은 숫돌바퀴에는 맞지 않음
② 공작물 재질 : 강도가 강한, 굳은 재료에는 적합하지 않음
③ 숫돌 입자
④ 숫돌 입도
⑤ 결합도 : 비트리파이드 결합제는 결합도를 광범위하게 조절할 수 있음
5) 연삭가공시 숫돌의 수명판정방법
숫돌의 수명이 다했을때는 연삭 결함이 발생할 수 있음
일반적으로 숫돌의 글레이징(무딤)에 의해 발생을 많이 하는데 실제 작업에서 글레이징을 관찰, 측정하는 일은 대단히 곤란함
연삭유제를 사용하는 목적 중 하나는 숫돌 수명을 가급적 연장하는 것
- 공작물의 다듬질면 거칠기 : 육안, 촉각
- 공작물의 치수 정밀도 : 마이크로 게이지
- 공작물의 표면 상태 (균열, 소손) : 육안, 에칭
- 연삭음 : 청각
- 연삭력 : 전력계 측정
'Mechanical Engineering Study > 절삭가공' 카테고리의 다른 글
| 절삭유, 절삭유제 취급 및 재활용, 부패방지, 청결유지 방안 (0) | 2024.05.15 |
|---|---|
| 공구 파손 : 크레이터 마모, 플랭크 마모, 치핑, 온도 파손 (0) | 2024.05.14 |
| 연삭 드레싱(dressing), 트루잉(Truing), 셰딩 (Shedding), 글레이징 (glazing), 눈메움, 무딤, 숫돌 밸런싱 (Balancing) (1) | 2024.03.23 |
| 연삭가공 종류(평면, 원통, 내면, 공구, 기어, 나사), 센터리스 연삭 (Centerless Grinding) (2) | 2024.03.12 |
| [절삭가공][공정] 호닝(Honing)공정 - 정밀입자가공 (1) | 2024.03.07 |