Contents
- <구분>
- <기출>
- 1. 개요
- 1) 정의
- 2) 연삭을 저해하는 요소들
- 3) 연삭 결함과 대책
- (1) 연삭 균열
- (2) 떨림 (Chattering)
- 4) 연삭 수정 방법
- 5) 자생작용 (Self-dressing, Self-sharpening)
- 2. 드레싱(dressing), 트루잉(truing), 셰딩(shedding), 글레이징(glazing)
- 1) 드레싱 (Dressing)
- (1) 목적
- (2) 특징
- 2) 트루잉 (Truing)
- (1) 목적
- (2) 트루잉 작업 방법 (트루잉 작업과 드레싱을 동시에 하게 됨)
- 3) 셰딩 (Shedding)
- (1) 원인
- 4) 무딤 (Glazing)
- (1) 원인
- 3. 연삭 수정에 대한 고찰
- 1) 다이아몬드 숫돌 및 CBN 숫돌을 드레싱하는 공구와 방법
- (1) EDM 드레싱 (ELID, Electrolytic Inprocess Dressing, 전해드레싱)
- (2) 비트리피아드 CBN(Cubic Boron Nitride, 입방정계질화붕소) 휠
- 2) 연삭 숫돌의 밸런싱 (Balancing)
- (1) 밸런싱을 하지 않은 숫돌 현상
- (2) 밸런싱 방법
<구분>
- 드릴링가공
- 보링가공
- 리머가공
- 탭가공
- 평삭가공
- 셰이퍼가공
- 슬로터가공
- 플래너가공
- 밀링가공
- 기어절삭가공
- 호빙머신 이용
- 기어셰이퍼 이용
- 기어셰이빙 이용
- 기어밀링 이용
- 총형 커터
- 창성법
- 연삭가공
- 원통연삭
- 내면연삭
- 평면연삭
- 센터리스연삭
- 공구연삭
- 기타연삭
- 나사연삭
- 기어연삭
- 총형숫돌연삭
- 랙형숫돌연삭
<기출>
- 21-1-9 다이아몬드 숫돌 및 CBM 숫돌을 드레싱 하는 공구와 방법을 설명하시오
- 21-2-4 연삭숫돌(WAØ180 × t18)의 밸런싱(Balancing) 방법에 대하여 설명하시오.
- 20-2-2 연삭에서 다음에 대하여 설명하시오. 가. 드레싱(dressing) 나. 트루잉(truing) 다. 셰딩(shedding) 라. 글레이징(glazing)
1. 개요
1) 정의
여러 가지 형상을 지닌 연삭숫돌(grinding wheel) 을 고속으로 회전시키면서 공구로 사용하여 가공물에 상대운동을 시켜서 정밀하게 가공하는 작업
연삭은 고속으로 회전하며 숫돌의 입자에 의해 연삭이 되므로 연삭을 저해하는 많은 현상이 발생함
2) 연삭을 저해하는 요소들
① 눈메움 (Loading)
결합도가 높은 숫돌에 구리와 같이 연한 금속을 연삭하였을때 숫돌 표면의 기공에 칩이 메워져 연삭이 잘 안되는 현상
② 무딤 (Glazing)
결합도가 지나치게 높으면 둔하게 되어 숫돌입자가 떨어져 나가지 않아(자생작용 발생 X) 숫돌 표면이 매끈해지는 현상
③ 셰딩 (Shedding)
연삭저항에 의해 과도하게 자생작용 (self-dressing)할 경우로 연삭 숫돌의 결합도가 너무 약할 경우, 연삭숫돌 입도가 너무 거칠 경우 발생
④ 입자탈락
숫돌바퀴의 결합도가 그 작업에 대하여 지나치게 낮을 경우 숫돌입자의 파쇄가 일어나기 전에 결합체가 파쇄되어 숫돌입자가 입자 그대로 떨어져 나가는 현상
3) 연삭 결함과 대책
(1) 연삭 균열
- 연삭열에 의해서 열팽창 또는 재질의 변화로 일감에 나타나는 균열
- 공석강에 가까운 탄소강이나, 아공석강에는 거의 나타나지 않음
- 담금질상태에서는 가벼운 연삭에서도 발생하나 뜨임하면 방지되는 경우가 있음
(2) 떨림 (Chattering)
- 가공면의 정밀도를 해침
- 숫돌의 평행상태가 불량할때
- 숫돌의 결합도가 너무 클때
- 센터 및 센터 받침대 사용방법이 불량할 때
- 연삭기 자체에 진동이 있을때
- 외부로부터 진동이 전해졌을때
4) 연삭 수정 방법
① 드레싱 (Dressing)
숫돌면의 표면층을 깎아내어 절삭성이 나빠진 숫돌의 면에 새롭고 날카로운 날끝을 발생시켜주는 방법
② 트루잉 (Truing)
숫돌의 연삭면을 숫돌과 축에 대하여 평행 또는 정확한 모양으로 성형시켜 주는 방법
5) 자생작용 (Self-dressing, Self-sharpening)
연삭작업을 할 때 연삭 숫돌의 입자가 무디어졌을 때 떨어져 나가고 새로운 입자가 나타나 연삭을 하여줌으로써
마모 → 파쇄 → 탈락 → 생성이 숫돌 스스로 반복하면서 연삭하여 주는 현상

2. 드레싱(dressing), 트루잉(truing), 셰딩(shedding), 글레이징(glazing)
1) 드레싱 (Dressing)
숫돌면의 표면층을 깎아내어 절삭성이 나빠진 숫돌의 면에 새롭고 날카로운 날끝을 발생시켜주는 방법
(1) 목적
- 새로운 절삭날을 재현
- 기공(pore)부에 가득 찬 칩을 제거
- 새로운 칩을 배제(처리)하는 공극을 형성
(2) 특징
- 드레싱은 연삭 조건과 일치시켜야함
- 조건에 따라 건식드레싱과 습식드레싱이 있음
2) 트루잉 (Truing)
숫돌의 연삭면을 숫돌과 축에 대하여 평행 또는 정확한 모양으로 성형시켜 주는 방법
(1) 목적
- 숫돌 작업면의 형상을 소정의 형상으로 성형
- 숫돌 축에 직각의 작업면상에서 존재하는 숫돌립 절삭 날의 높이 분포를 수정
- 진동(채터링)의 원인을 제거
(2) 트루잉 작업 방법 (트루잉 작업과 드레싱을 동시에 하게 됨)
① 다이아몬드 드레서
② 프레스 롤러
③ 크러시 롤러 (crush roller)
총형 연삭을 할 때 숫돌을 일감의 반대모양으로 성형하여 드레싱하기 위한 강철롤러
저속회전하는 숫돌바퀴에 접촉시켜 숫돌면을 부수며 총형으로 드레싱과 트루잉을 할 수 있음
3) 셰딩 (Shedding)
연삭저항에 의해 과도하게 자생작용 (self-dressing) 할 경우로 연삭 숫돌의 결합도가 너무 약할 경우, 연삭숫돌 입도가 너무 거칠 경우 발생
(1) 원인
- 연삭저항이 너무 클 경우
- 연삭숫돌 결합도가 약할 경우
- 연삭숫돌 입도가 거칠 경우
4) 무딤 (Glazing)
결합도가 지나치게 높으면 둔하게 되어 숫돌입자가 떨어져 나가지 않아 (자생작용 발생 X) 숫돌 표면이 매끈해지는 현상. 광택이 발생
(1) 원인
- 연삭숫돌 결합도가 지나치게 높을 경우
- 연삭숫돌의 회전속도가 빠를 경우
- 가공물과 연삭숫돌의 재질이 적합하지 않을 경우
3. 연삭 수정에 대한 고찰
1) 다이아몬드 숫돌 및 CBN 숫돌을 드레싱하는 공구와 방법
(1) EDM 드레싱 (ELID, Electrolytic Inprocess Dressing, 전해드레싱)
다이아몬드 연삭 휠을 드레싱하는 과정에서 연삭 휠이 고속으로 회전하고 다이아몬드 연삭휠에 양극, 드레서(공구)에 음극을 연결하여 연삭 절삭유가 다이아몬드 연삭휠과 공구 전극 사이에 전압이 인가됨
연삭 휠의 금속 결합제와 드레싱 전극 사이에서 불꽃 방전이 발생하고 고온의 순간 방전은 금속 바인더 방출
연삭 휠 표면의 금속 결합이 효과적으로 제거되고 다이아몬드 연삭 입자가 완전히 노출 됨
- 쉽게 연삭 휠의 연삭 정확도를 보장할 수 있음
- 드레싱 후, 연삭 휠의 연삭력이 작고 드레싱 정밀도가 높음
- 드레싱과 트루잉이 동시에 완료될 수 있음
- 연삭 휠의 표면온도를 효과적으로 제어할 필요가 있음
(2) 비트리피아드 CBN(Cubic Boron Nitride, 입방정계질화붕소) 휠
- 비트리피아드 결합제는 탄성률이 높고 많은 기공이 있어서 트루잉과 드레싱을 동시에 할 수 있음
- 요구정밀도나 연삭방식에 따라서 드레서 공구나 적절한 주변 장치를 조합하여 사용해야 함
- 비트리피아드 CBN 휠의 드레서로는 트래버스 로터리 드레서가 사용됨
- 휠과 드레서 접촉으로 생기는 AE파를 이용하여 접촉점을 고감도로 검지할 수 있는 드레서 장치가 널리 이용되고 있음 (휠과 드레서의 접촉 위치 검출을 통해 쓸데없는 수정을 하지 않는게 제일 중요함)
전해연삭 (Electrolytic Grinding, Electrochemical Grinding : ECG)
특수가공 방전가공 (EDM) 초음파가공(UM) 전해가공(ECM) 전해연삭(ECG) ★ 전해연마 (EP) 화학적 가공 (CM) 숏피닝 (Shot Peening) 버핑과 폴리싱 압부가공 전자빔가공 (EBM) 고온가공 레이저가공 16-4-2 전해
romanticdeer.tistory.com
2) 연삭 숫돌의 밸런싱 (Balancing)
연삭숫돌의 균형을 잡는 것은 연삭 가공의 정밀도를 높이며, 숫돌의 파괴를 방지하여 안전한 작업을 하는데 반드시 필요한 사항
정적밸런싱과 동적밸런싱이 있음
밸런싱머신에 숫돌을 장치하여 벨런싱 웨이트로 조정
(1) 밸런싱을 하지 않은 숫돌 현상
- 진동 발생
- 가공면에 떨림자리(Chatter marks) 발생
(2) 밸런싱 방법
① 정적밸런싱 (기계 외부)
기계에 밸런싱 장치가 없는 경우 수행
연삭숫돌을 정지시킨 상태에서 수행 : 기포 수준기를 이용 (밸런싱 스탠드 수평)
모든 밸런싱 웨이트 제거 → 연삭숫돌을 밸런싱 스탠드에 놓고 안정화
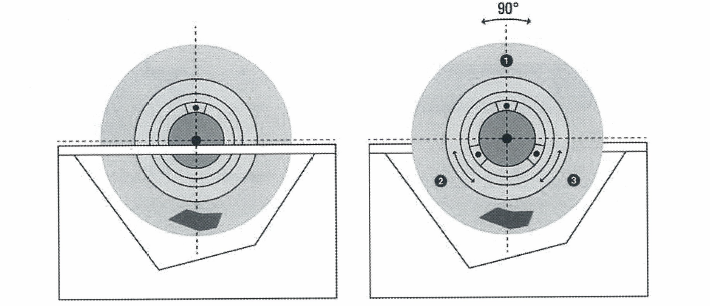
② 동적 밸런싱 (기계 내부)
동적밸런싱은 연삭숫돌이 회전하는 상태에서 기계 내부에서 진행되며 수동 밸런싱(불균형 및 위상을 감지, 측정한 뒤 측정치를 토대로 밸런싱 웨이트를 장착해야 하는 위치 결정), 자동 밸런싱(장치가 불균형을 알아내고 밸런싱 헤드를 제어함)이 있음
'Mechanical Engineering Study > 절삭가공' 카테고리의 다른 글
| 공구 파손 : 크레이터 마모, 플랭크 마모, 치핑, 온도 파손 (0) | 2024.05.14 |
|---|---|
| 연삭 숫돌의 구성, 연삭비(Grinding Ratio), 연삭 치수효과, 연삭숫돌 3요소, 연삭 숫돌 수명 판정 (0) | 2024.03.25 |
| 연삭가공 종류(평면, 원통, 내면, 공구, 기어, 나사), 센터리스 연삭 (Centerless Grinding) (2) | 2024.03.12 |
| [절삭가공][공정] 호닝(Honing)공정 - 정밀입자가공 (1) | 2024.03.07 |
| 기어 제작, 기어 연삭 방법 (gear grinding, gear cutting), 호빙, 셰이핑, 그라인딩, 창성법 (1) | 2024.02.29 |