Contents
- <구분>
- <기출>
- 1. 개요
- 1) 사형주조 정의
- 2) 주물의 분류
- (1) 강 주물 (주강)
- (2) 주철 주물
- (3) 비철 주물
- 3) 사형주조 공정
- 2. 탕구계
- 1) 탕구계 정의
- ① 낙하식 탕구 (상주식 탕구, 상부게이트)
- ② 압상식 탕구 (하주식 탕구, 하부게이트)
- ③ 단탕구 (단게이트)
- ④ 분할선 탕구
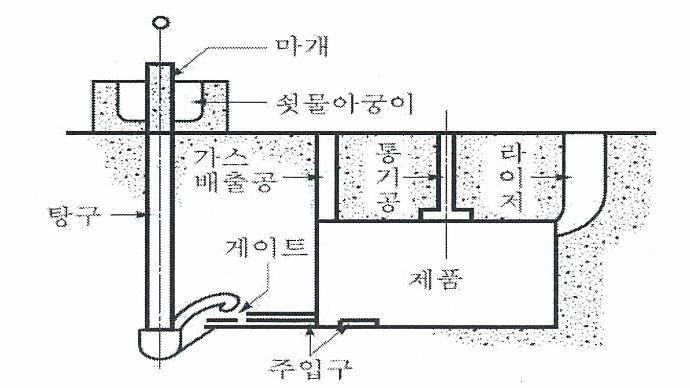
- 2) 탕구계의 구성
- ① 쇳물받이 (pouring basin)
- ② 탕구봉 (sprue)
- ③ 탕도 (runner)
- ④ 게이트 (gate)
- ⑤ 주입구 (choke)
- ⑥ 압탕 (Riser)
- ⑦ 덧쇳물 (Feeder, 거의 압탕과 동일)
- ⑧ 플로우오프 (Flow off)
- ⑨ 냉각판 (Chilled Plate)
- ⑩ 코어 받침대 (Core Chaplet)
- 3) 탕구계의 조건
- 3. 주물사 구성 및 특징
- 1) 주물사 특징
- 2) 주물사 조건 (내열성, 통기성, 점결성, 성형성, 보온성, 가축성)
- 3) 주물사 원료
- 4) 각종 주물의 주물사
- (1) 주철용 주물사
- (2) 주강용 주물사
- (3) 비철합금용 주물사
- 5) 주물사 외 첨가물
- (1) 도형제
- (2) 이형제 (Parting agent)
- (3) 표면사 (Facing Sand)
- 6) 주물사의 재생 처리
- (1) 주물사의 노화
- (2) 주물사의 재생처리
- 3. 주조 결함 (주물의 결함)
- 1) 결함 종류
- 2) 주물 / 탕구계 형상에 따른 결함
<구분>
- 주조
- 소모성주형주조
- 사형주조 ★
- 정밀주조 (인베스트먼트주조, 로스트왁스법)
- 쉘몰드주조
- 풀몰드주조
- 로스트폼주조
- 금형주조
- 고압주조
- 저압주조
- 중력주조
- 특수주조
- 진공주조
- 고압응고주조 (Squeeze casting)
- 원심주조법 (Centrifugal casting)
- 반원심주조법 (Semi Centrifugal casting)
- 센트리퓨징 (Centrifuging)
- 칠드주조 (Chilled casting)
- 고진공다이캐스팅
- 기공없는주조 (PF Die-casting; Pore-Free Process)
- CO2주조
- 기타주조
- 연속주조
- 반고체주조
- 마그네틱주조
- 소모성주형주조
<기출>
- 23-1-1 주조 시 사용하는 압탕(riser)이란 무엇이고 압탕의 구비 조건에 대하여 설명하시오.
- 21-2-1 주물작업 공정에 대하여 설명하시오
- 17-2-2 주물의 제조공정에 대하여 설명하시오.
- 17-3-3 주조 시 고려사항 중 분리선의 위치에 대하여 그림으로 도시하고 설명하시오.
- 16-1-2주조에서 방향성 응고란 무엇이며, 이것이 왜 중요한지 설명하시오.
- 13-1-2 사형주조에서 주형을 제작할 때 통기성을 높일 수 있는 방법을 설명하시오
1. 개요
1) 사형주조 정의
모래(주물사)와 점결제를 이용하여 만든 모래 주형에 용탕(용융 금속)을 주입하여 주물을 생산하는 주조법
금속이나 합금 사용에 대한 제한이 적고 비용이 저렴에 가장 많이 사용
사형 주형은 모두 1회만 사용함
2) 주물의 분류
(1) 강 주물 (주강)
- 탄소강주물(탄소 함량 2% 미만)
- 합금강주물 (철에 탄소 외 니켈, 망간, 텅스텐, 바나듐 등 첨가)
(2) 주철 주물
- 편상흑연주철주물 : 흑연이 편상
- 구상흑면주철주물 : 흑연이 구상
- CV흑연주철주물 : 편상과 구상의 중간
- 백주철주물 : 시멘타이트 기반
- 가단주철주물 : 주철 후 열처리
- ADI(Austempered Ductile Iron) : 오스템퍼링 처리한 흑연주철
(3) 비철 주물
- 경량합금 (Al, Mg, Ti)
- 구리합금 (구리아연합금, 구리주석합금)
- 기타합금 (납, 아연, 주석 등)
3) 사형주조 공정

- 목형과 조형상자를 준비하고 필요한 부분에 냉금을 설치, 주물사로 채워 다져줌. 영상에서는 접촉부와 비접촉부 모래를 다른 것을 썼는데 모래 원가 절감 목적으로 판단됨(국부처리법과 관련), 혹은 분리사를 사용했을 수도 있음 (parting Sand)
- 제품 내부에 빈 공간을 만들어줄 중자를 제작 (코어)
- CO2 가스를 주입하여 모래를 응고시킴 (CO2 프로세스용 주물사에 한함, 결합력이 크고 주물 표면이 매끈하며 목형과 분리가 잘 되도록 석탄 분말, 톱밥을 첨가 - 규사에 규산소다(물유리)를 5%정도 배합하면 CO2가스 접촉시 경화)
- 상형에(목형이 없는) 압탕, 탕도 등 주조 방안을 결정하여 설치 후 주물사를 채움
- 상형도 CO2가스를 주입하여 경화시킴 (탄산가스 주형법)
- 제작된 상하형을 잘 다듬어줌
- 이형제 역할을 하는 도형제를 도포함
- 토치로 표면을 건조시킴
- 하형을 수평으로 놓고 중자를 넣은 다음, 상형을 덮어줌
- 용탕을 준비(용해)하고 쇳물을 주입구를 통해 주입함
- 일정시간 후 분해하여 주물을 확보
- 주물사가 붙어있는 제품을 숏블라스팅하여 주물사를 털어줌
- 산소절단기로 압탕과 탕도 등을 제거
- 표면을 그라인더로 사상처리
- 결함이 생긴 곳은 보수용접 실시
- 제품 재질에 맞는 열처리를 실시한 후 품질 검사 후 출하
2024.03.20 - [Mechanical Engineering Study/특수가공] - 숏피닝 (Shot Peening), 숏블라스트, 샌드블라스트, 그리트 블라스트
2. 탕구계
1) 탕구계 정의
쇳물을 흘려 넣기 위해 만든 통로를 총칭하여 넓은 뜻으로 탕구계라 함
탕구계의 옳고 그름은 주물의 품질 및 결함 발생에 큰 영향을 준다
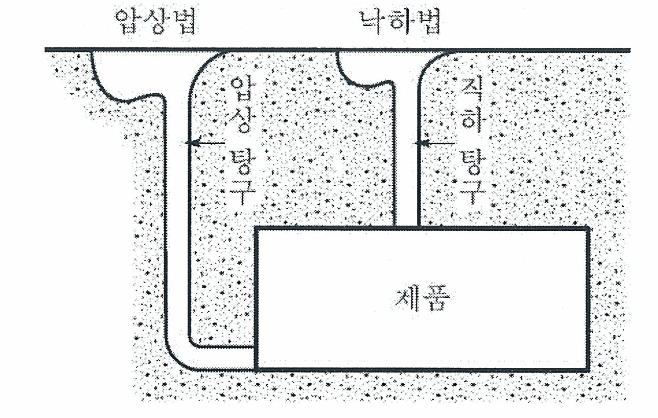
크게 낙하식 탕구 (직하 탕구, top gating), 압상식 탕구 (bottom gating) 및 단탕구 (step gating)로 나눌 수 있음
① 낙하식 탕구 (상주식 탕구, 상부게이트)
탕구봉을 주물 바로 위에 두는 것, 쇳물의 온도 강하가 적고, 밑으로부터 위로 향하는 순서로 응고 (아래가 차갑고 위가 뜨거움) 치밀한 주물을 얻을 수 있으나 쇳물이 튀는 결점
간단한 소형 주물에 사용하고, 침식성에 견딜 수 있는 주형에 적용
② 압상식 탕구 (하주식 탕구, 하부게이트)
게이트를 주물의 최 하단 위치, 주형을 침식하는 일이 없이 조용히 유입되고 용재나 불순물이 잘 떠오름(이점)
쇳물의 온도경사가 낙하식의 겨우와 정반되가 되어 위로부터 밑을 향하여 응고가 진행되므로 주입이 방해되고 수축공이 생기기 쉬움(두꼐가 얇고 깊은 주물에는 적합하지 않음)
③ 단탕구 (단게이트)
낙하식과 압상식 탕구를 조합한 것
쇳물은 먼저 낮은 게이트로부터 유입하고 쇳물면이 어느 높이까지 도달했을때 그 위의 게이트부터도 유입하여 쇳물 온도가 크게 강하하지 않음

④ 분할선 탕구
가장 용이하게 사용 (분할선, parting line에 탕도가 위치)
2) 탕구계의 구성
① 쇳물받이 (pouring basin)
쇳물을 일시 저장, 불순물이 최대한 걸러질 수 있도록 국자 모양 혹은 거름망을 부착함
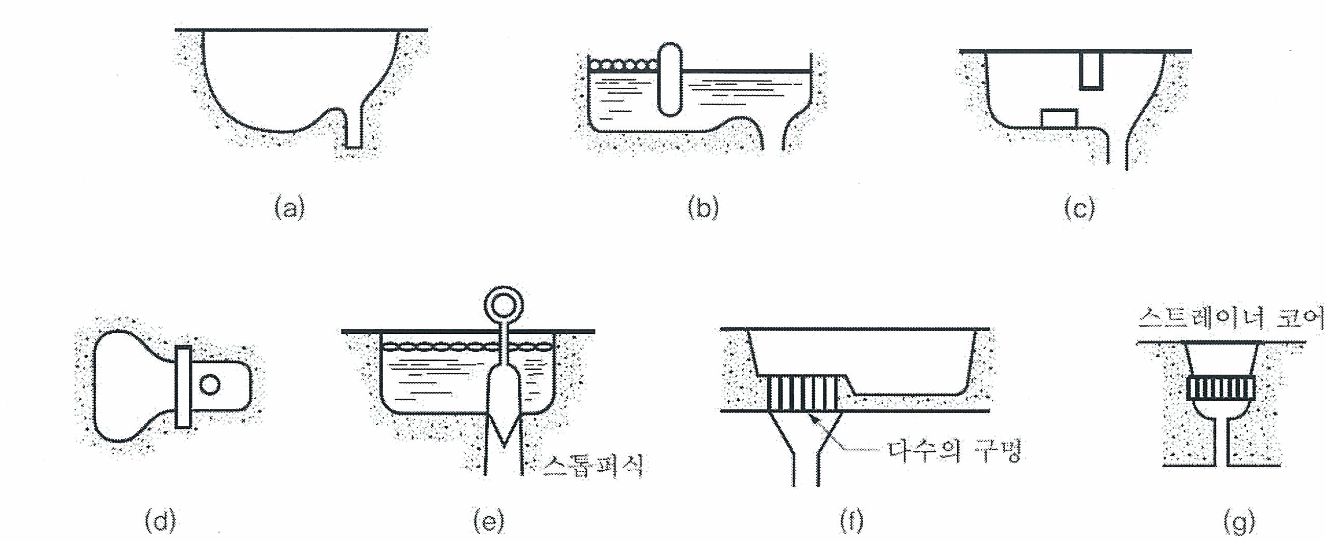
② 탕구봉 (sprue)
보통 원형 단면의 수직공. 탕구봉이 직접 주물에 이어질때는 테이퍼를 주는게 좋음
③ 탕도 (runner)
탕구 ~ 게이트까지 쇳물을 안내하는 통로 (보통 수평), 쇳물 온도가 강하하지 않도록 어느정도 크게 할 필요가 있으며 용재나 불순물을 제거할 수 있는 형상이 있어야함
④ 게이트 (gate)
탕도로부터 갈라져 주형으로 들어가는 통로, 나중에 제거해야하므로 단면적을 작게 하나 강주물에서는 유동성이 비교적 나쁜 쇳물을 신속히 유입시키기 위해 탕도보다 단면적을 크게 함
⑤ 주입구 (choke)
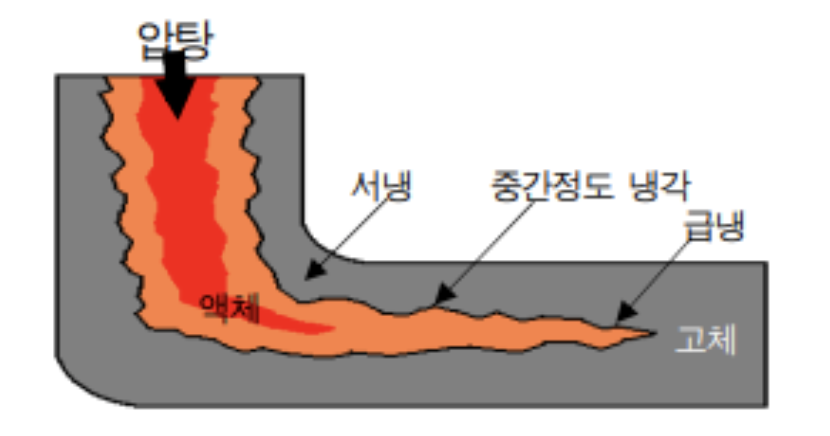
⑥ 압탕 (Riser)
용탕이 주형 각부에 완전히 충만되었나 확인 / 지속 용탕 보급
주형 속 공기나 먼지, 가스, 수증기, 불순물 배출하며 덧쇳물의 역할 겸하는 것 (feeder)
미스런, 유동 불량 등의 주물 결함을 방지 / 품질 증대 / 기계적 물성 개선 (지속 압력)
마지막에 응고될 수 있도록 크기를 크게한다 (압탕쪽으로 방향성 응고, 보통 높이는 압탕 지름의 1 ~ 2배, 주물의 두꺼운 부분이나 응고가 늦은 부분 위에 설치하며 탕도의 반대쪽에 설치함)
<압탕의 구비조건>
1. 압탕은 주물보다 나중에(마지막으로) 응고할 수 있도록 충분히 커야한다
2. 오랫동안 응고 수축을 보상할 수 있도록 액체 상태를 유지해야한다
3. 주물에 정압을 가할 수 있게 설계되어야 한다
4. 주물에서 압탕 쪽으로 방향성 응고(지향성 응고)가 이루어질 수 있게 설계되어야한다
5. 주형 속 공기나 먼지, 가스, 수중기, 불순물 등을 배출할 수 있어야한다
6. 모든 조건을 만족할 경우 압탕이 작을수록 좋음
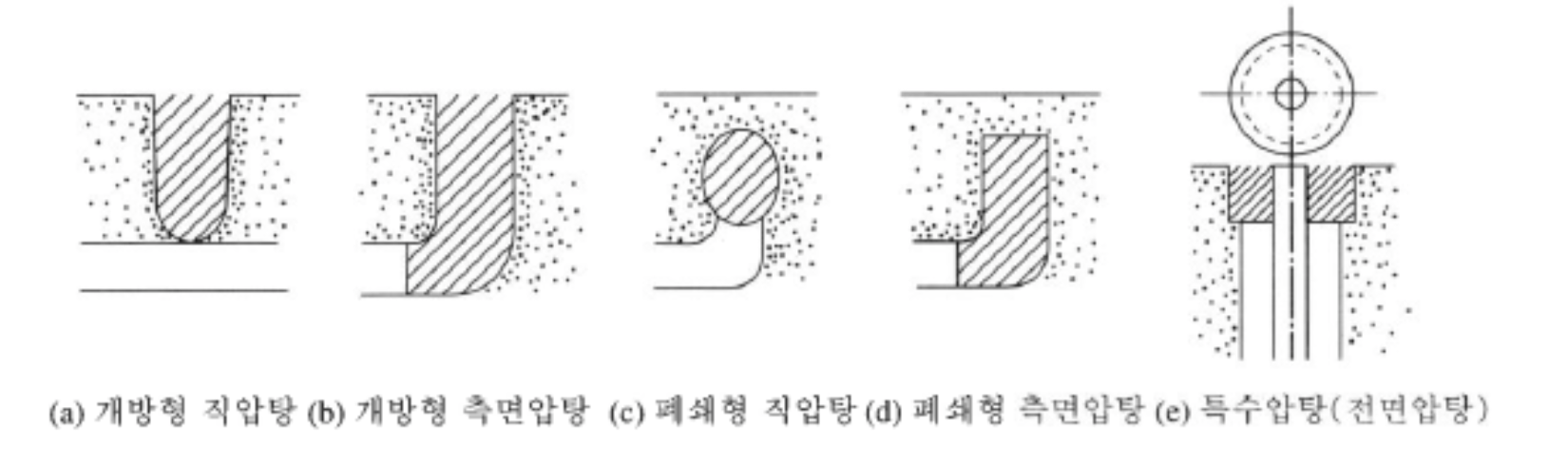
- 위치에 따른 분류
- 직압탕 : 제품 바로 위에 압탕 위치
- 측면압탕 : 제품 옆에 위치
- 외측 노출 여부에 따른 분류
- 개방형 (압탕이 외부에 노출)
- 폐쇄형 (모래에 둘러쌓여있음)
⑦ 덧쇳물 (Feeder, 거의 압탕과 동일)
주형 내 쇳물에 압력을 줌
금속 응고시 체적 감소로 인한 쇳물 부족을 보충
주형 내 불순물과 용재의 일부를 밖으로 보냄
주형 내 공기를 제거하면 주입량을 알 수 있음
⑧ 플로우오프 (Flow off)
쇳물이 주형에 가득 찬 것을 관찰, 가스빼기의 역할도 함
⑨ 냉각판 (Chilled Plate)
두께가 같지 않는 주물에서 전체를 동일하게 냉각시키기 위해 부분적으로 급랭
외부 냉각판(응고속도의 균일화 및 주조조직 개량 - 백주철 형성), 냉각금형, 내부 냉각판 등으로 구성
⑩ 코어 받침대 (Core Chaplet)
코어의 자중, 쇳물의 압력이나 부력으로 코어가 주형 내의 일정 위치에 있기 곤란할 때 사용
쇳물에 녹아버리도록 주물과 같은 재질의 금속 사용
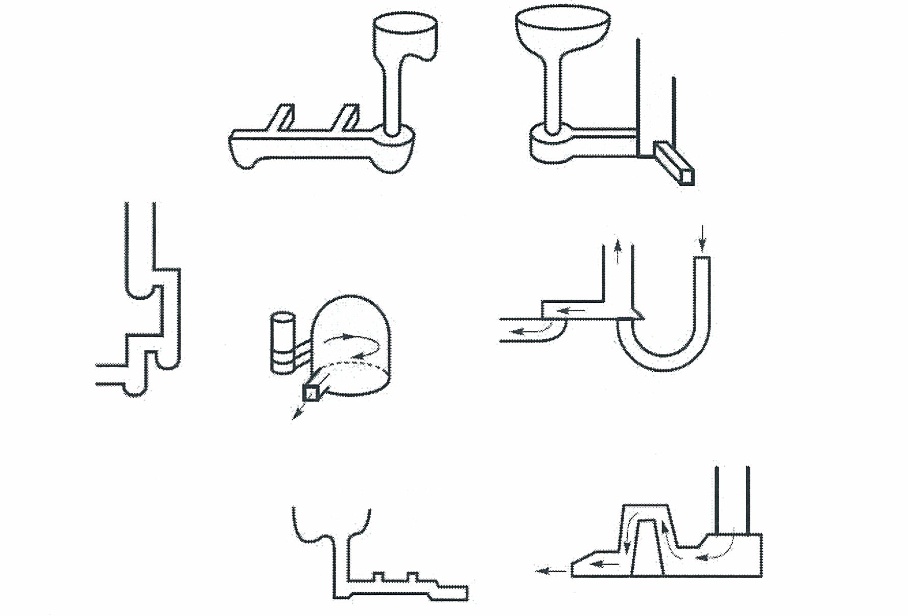
3) 탕구계의 조건
- 쇳물이 최적 온도로 주형의 각 부분을 동시에 신속하게 채우도록 할 것
- 쇳물의 흐름은 층류 상태를 유지할 것
<난류 발생시 현상>
유속 감속, 쇳물 냉각으로 주형이 침식되며 슬래그, 먼지, 모래 등을 끌어들이게 되고 공기 또는 가스의 읍입에 의한 산화 등으로 여러 결함 발생
- 주물에 양호한 온도 구배를 주어 응고의 진행을 조절 (방향성 응고가 되어야함) 수축공, 균열 등의 발생을 방지
- 슬래그, 먼지 등이 주형에 유입되지 않고 탕구의 도중에 제거될 수 있게 할 것
3. 주물사 구성 및 특징
1) 주물사 특징
- 규사, 지르콘사, 올리빈사, 알루미나사
- 대부분의 사형주조는 실리카 모래 (SiO2)를 사용
- 모래는 오랜 기간 동안 바위가 쪼개져서 형성 → 값이 싸고 고온에 잘 견뎌 주형 재료로 적합
- 일반적으로 자연사 (bank sand)와 합성사 (synthetic sand)로 나눌 수 있음 (합성사는 조성이 정확히 조절이 가능하므로 많이 선호)
- 주물사는 사용횟수를 더해가면 소사가 되고, 점토, 석탄분이 섞여 내열성이나 통기성이 저하되고 점결성도 감소됨 → 사용하며 상당량의 산사를 섞어줌
2) 주물사 조건 (내열성, 통기성, 점결성, 성형성, 보온성, 가축성)
- 적당한 강도를 가져야 함
- 주물 표면에 이탈이 잘 되어야 함
- 열전도성이 부루량해야함 (보온성이 있어야함)
- 쉽게 노화되지 않아야함
- 적당한 입도를 가져야함
- 염가여야함
- 미세한 주물사 : 주형 강도를 증가시키지만 통기도는 떨어짐 (입자가 미세하고 점토분이 많은 것을 사용했을떄는 주형의 강도가 커짐)
- 입자가 거친 주물사 : 통기성이 좋아짐
- 적절한 통기성이 있어야 가스와 공기가 쉽게 빠져나가 기공 등의 결함이 발생 안함
- 냉각 수축으로 인한 고온 찢어짐이나 균열 같은 결함이 없기 위해서는 주형의 강도(붕괴성)이 적당해야함
- 산사는 천연산의 모래 중 조건을 적당히 갖추고 있고 입자가 고르고 적당한 수분을 함유해 잘 마르지 않아 점결성도 적당해 주철이나 비철합금 주물의 주물사로 많이 사용됨
<주물의 통기성을 증대하는 방법>
"통기성 부족은 주물 표면이 매끈해지지만 기공의 원인이 된다"
1. 입자가 거친 주물사를 사용함
2. 주형 내 가스 배출 개선 (주형 설계 최적화, 가스 배출 통로 크고 길게 생성)
3. 주조 속도 조절
4. 톱밥, 볏집, 순모 첨가 : 균열을 방지하고 모래의 다공성을 증대
5. 통기성을 좋게 할떄는 신사를 넣는다 (green sand)
6. 다짐횟수를 줄인다 (다짐횟수를 늘리면 - 압축강도는 증가하나 통기도는 떨어짐)
7. 점결제의 양을 줄인다 (점토 등 - 압축강도는 증가하나 통기도는 떨어짐)
8. 규사를 교체해준다 (규사가 노화되면 주물사 입도가 세밀해저 통기도가 감소한다)
9. 석탄, 코크스 분말 첨가 : 모래의 다공화 증가
10. 당밀, 유지, 인조수지 첨가 : 통기성 증대
3) 주물사 원료
- 규사 (Silica Sand)
- 천연 규사 (자연 규사) : 냇가, 바닷가에 있는 모래
- 인조 규사 (규산암을 분쇄하여 입도, 순도에 따라 분류)
- 산사 : 산에서 채취한 모래, 수분만 첨가하면 그대로 사용할 수 있음
- 특수사 (지르콘사, 올리빈사, 샤모트사)
4) 각종 주물의 주물사
기존 재활용한 주물사 (소사) + 신사(새로운 모래) + 씨콜(휘발분이 많은 석탄가루, 모래가 주물에 타서 늘러붙는 소착을 방지하여 주물품의 외관을 매끄럽게 함) + 벤토나이트 (점토, 주물사 점결제 역할)
(1) 주철용 주물사
- 신사 (green sand) : 산사 + 점토(15% 이하) + 수분(7~10%) 및 석탄 분말 (5 ~ 20%)를 첨가하여 혼합
- 건조사 (Dry sand) : 신사(green sand)보다 수분과 점토분을 많이 첨가하여, 통기성을 증가시키기 위해 톱밥, 코크스, 흑연, 하천 모래를 혼합시킨 것
(2) 주강용 주물사
- 주철의 주입온도보다 높으므로 내화성이 크고 통기성이 좋아야함
- 규사와 점결제 (내화점토, 벤토나이트)를 배합하여 사용
(3) 비철합금용 주물사
- 용융온도가 낮고 가스 발생이 좋아 성형성만 고려 (아름다운 주물사) : 점결제를 많이 사용하고 입자가 세밀한 모래
- 도형제 사용
5) 주물사 외 첨가물
(1) 도형제
용탕의 물리적인 침투나 화학적인 반응이 일어나는 것을 막고 주형 표면을 곱게 하기 위해 주형 표면에 도장하는 것을 도형제 (coating agent)라 함
용융 금속에 방어적인 층을 생성하여 직접적인 접촉을 방지
주형 조형 후 용탕 주입 전 주물사의 침입을 막기 위함 (주형이 열에 버티기 위해서 사용)
- 주물사로 조형된 주물은 입자간 틈이 생기며 점결제나 첨가제의 첨가에 따라 내화도가 떨어지는 수가 많음
- 도형제 종류
- 흑연 및 숯가루
- 운모가루 (활석 가루)
- 도형제 요구 성질
- 도형의 강도가 클 것
- 건조 및 주탕시 균열이 발생하지 않을 것
- 용탕과 화학적 반응을 일으키지 않을 것
- 도포성이 양호할 것
- 주형 모래입자 사이에 침투하는 침투성이 양호할 것
- 도형제를 용해시킨 용제가 주형의 점결제를 용해하지 않을 것
- 도형제 역할
- 주물 표면을 곱게 함
- 주형의 용착, 소착 방지
- 사립간의 간격을 적게 함
- 용금의 침입 방지
(2) 이형제 (Parting agent)
작업시 달라붙는 것을 방지하는 역할
- 셸몰드 조형방식에서 주로 사용하는 것 (셸을 모래형으로부터 쉽게 빼내기 위함)
- 일반적인 사형주조에서도 모형을 빼내기 위해, 상형과 하형을 쉽게 분리하기 위해 사용
- 조형작업에서 상형과 하형을 쉽게 분리하기 위해 바름
- 모형이 주물사에서 쉽게 빠지도록 분할면이나 모형 표면에 바름
- 실리콘유 (유기규소 화합물), 탄화수소 용액 등이 사용
- 도형제가 이형제 역할을 하기도 함 (상하형 제작 후 도형제 도포)
[주조][공정] 쉘몰드 주조 (Shell Mold Casting)
1. 개요 1) 정의 규소, 모래 또는 열경화성의 합성수지와 혼합한 분말을 가열된 금형에 뿌려 두 개의 주형을 만들어 용융 금속을 넣어 주물을 만드는 방법을 이른다.주형을 신속하게 대량생산할
romanticdeer.tistory.com
(3) 표면사 (Facing Sand)
- 입자가 작고 내화성이 높은석탄가루나 코크스 가루를 신사, 점결제 등과 배합하여 사용
- 주형의 모래 중 주물과 접촉하는 부분의 주물사 (40 ~ 50mm 두께)
6) 주물사의 재생 처리
(1) 주물사의 노화
① 규사의 노화 (미세해짐, 입자에 균열이 생김)
규사는 온도에 따라 팽창과 수축이 생기며 급격한 가열시 투명한 규사가 유백색으로 변하며 노화됨
주물사의 입도가 세밀해저 통기성이 감소함
② 점토의 노화 (점착력 감소)
주형이 고온의 용융금속(용탕)과 접촉하며 점토 내부의 결합 수가 증발되어 점결제로서의 기능이 상실되고 모래 층에 미분말 상태로 존재
통기성이 불량해지고 강도가 떨어지며(점결제 역할을 못하니) 불순물 혼입과 더불어 내화도가 크게 떨어져 주물 결함의 원인이 됨
③ 산화물의 혼입
규사와 점토의 일부가 분해되어 유리 규소가 생김
유리규소는 용탕의 산화로 생기는 FeO(금속산화물)와 반응을 일으켜 slag 형성
slag에 의한 gas 발생으로 주형에 기공 발생
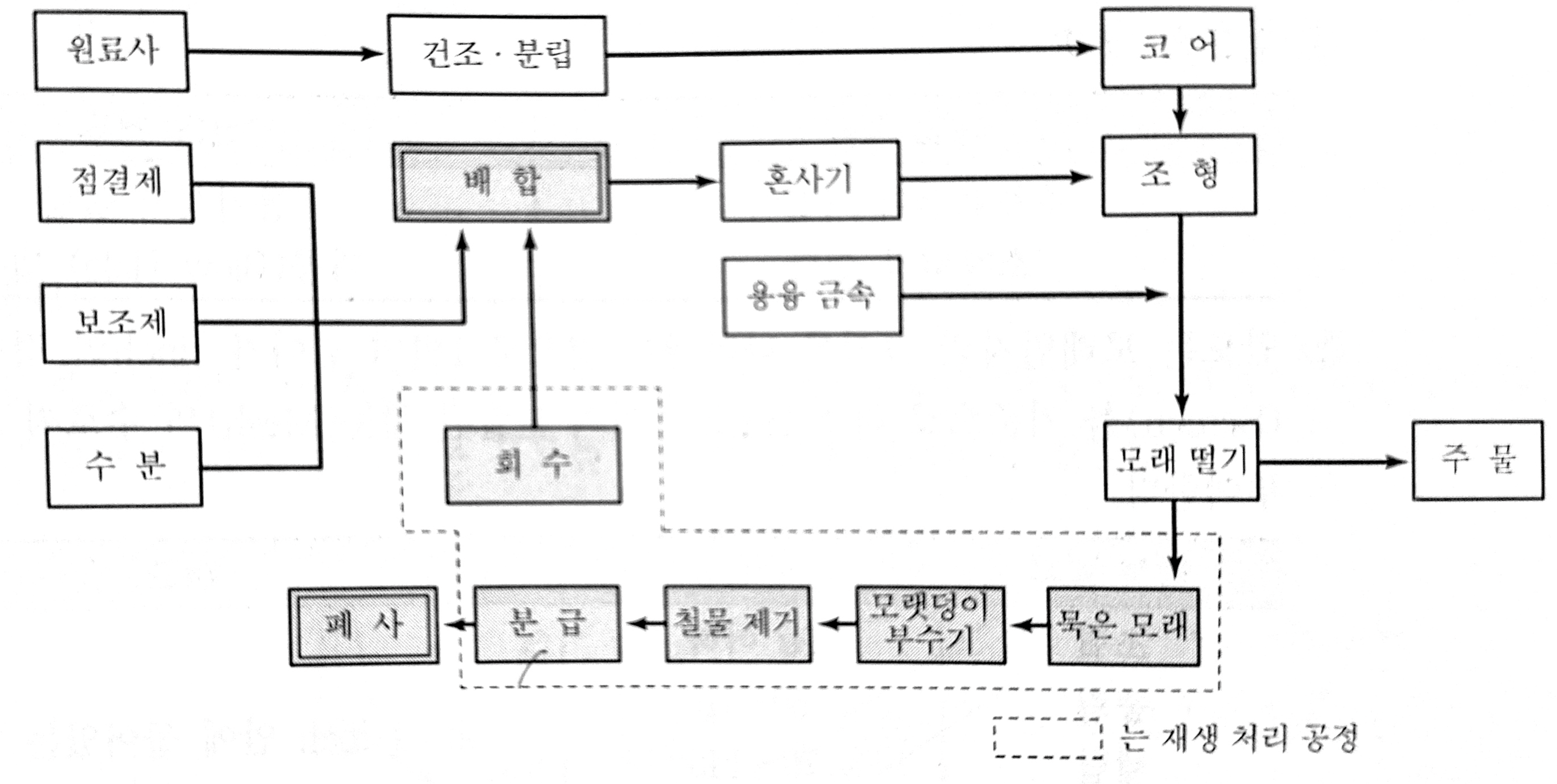
(2) 주물사의 재생처리
국부처리와 전체처리가 있음
국부처리는 주물제품 가까이 있는 주물사만 처리 / 전체처리는 사용한 모래 전부에 대해 처리 (보통 전체처리가 효과적임)
전체 처리법에는 건식 처리법, 습식 처리법, 가열처리법이 있음
① 모래떨기
주형과 주물 분리시키는 작업
② 철물 제거
자기분리기를 이용하여 철사, 주입시 발생된 철편 등을 제거
③ 분급
주물사의 노화현상으로 생성된 규사 및 점토의 미분을 미분제거기 등으로 제거 후 다시 사용 용도에 맞게 분급
④ 배합
사용된 모래(고사)의 미분과 불순물을 제거하고 새로운 모래(신사)를 보충하여 입도를 조절하고 점결제를 첨가하여 다시 사용할 수 있는 상태로 재생함
3. 주조 결함 (주물의 결함)
[주조, 2023] 주물에 생기는 결함의 종류별 특징과 원인, 대책
1. 개요 1) 정의 주물 : 융해된 금속을 주형에 넣고 응고시켜 원하는 금속제품으로 만드는 일, 또는 그 제품 2) 결함의 종류 기공(Blow hole) 수축공(Shirinkage hole) 편석(Searegation) 변형과 균열 (Deformation
romanticdeer.tistory.com
1) 결함 종류
- 기포계 결함
- 수축 공동 (Shirinkage cavity)
- 변형과 균열
- 치수 불량
- 주물표면불량
- 유동불량
- 내잡물 혼입 (inclusion)
- 편석 (segregation)
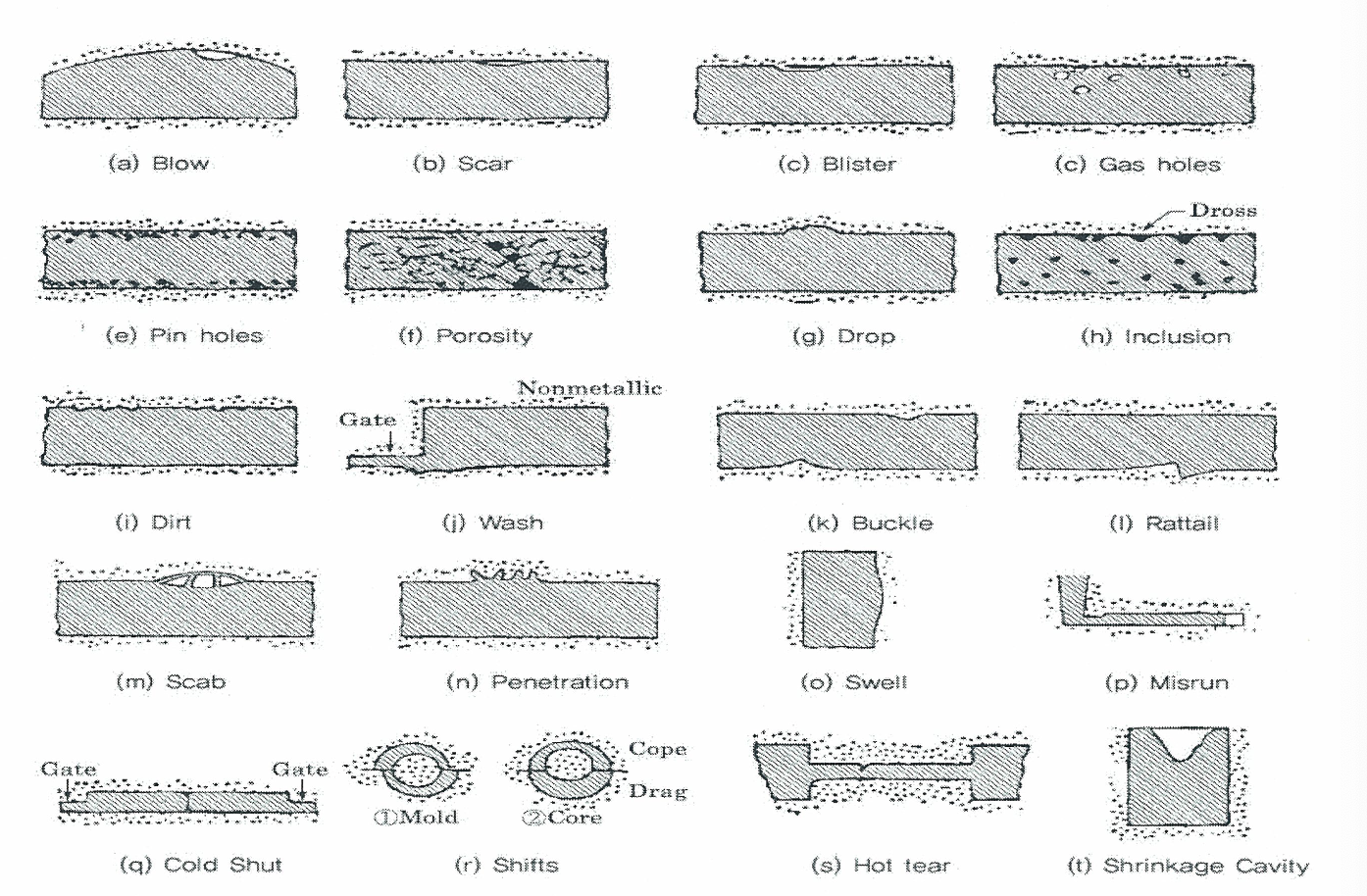
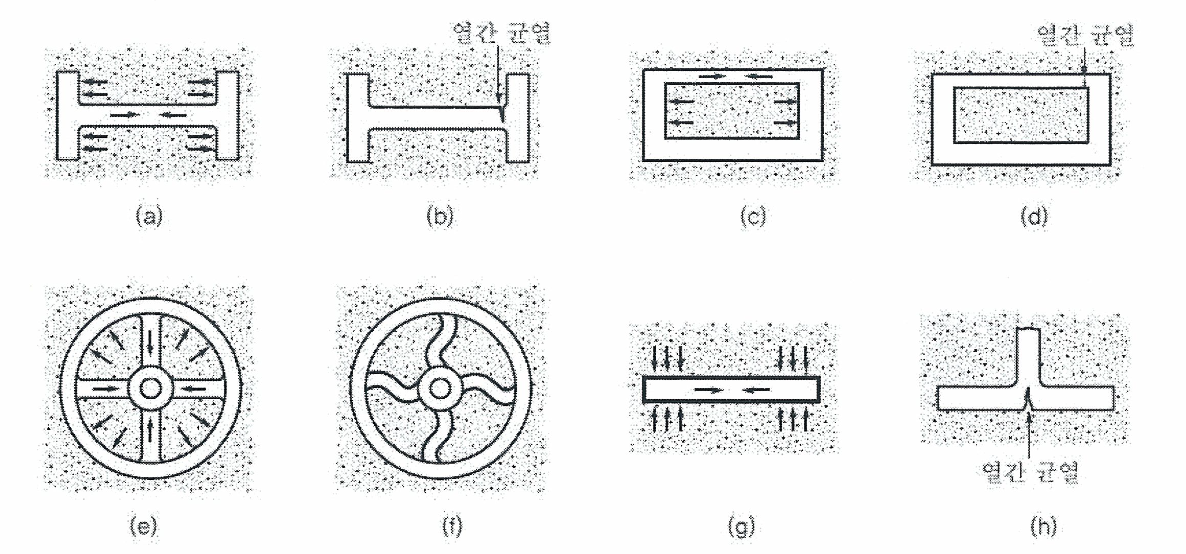
2) 주물 / 탕구계 형상에 따른 결함
'Mechanical Engineering Study > 주조' 카테고리의 다른 글
| 주조 결함 정리, 주물 결함, 주조 결함 검사 시험, 비파괴검사, 소착, 미스런, 주조 유동성, 용탕 난류, 편석, 냉/열간 균열, 유동불량 (2) | 2024.04.01 |
|---|---|
| 칠드주조 (Chilled Casting), 주조, 특수주조 (0) | 2024.03.06 |
| 원심주조법 (Centrifugal Casting) (1) | 2024.02.23 |
| [주조][공정] 쉘몰드 주조 (Shell Mold Casting) (0) | 2024.02.16 |
| [주조][공정] 고압응고주조법 (Squeeze Casting) (0) | 2024.02.15 |