반응형
<주조 구분>
- 주조
- 소모성주형주조
- 사형주조
- 정밀주조 (인베스트먼트주조, 로스트왁스법)
- 쉘몰드주조
- 풀몰드주조
- 로스트폼주조
- 금형주조
- 고압주조
- 저압주조
- 중력주조
- 특수주조
- 진공주조
- 고압응고주조 (Squeeze casting)
- 원심주조법 (Centrifugal casting) ★
- 반원심주조법 (Semi Centrifugal casting) ★
- 센트리퓨징 (Centrifuging) ★
- 칠드주조 (Chilled casting)
- 고진공다이캐스팅
- 기공없는주조 (PF Die-casting; Pore-Free Process)
- CO2주조
- 기타주조
- 연속주조
- 반고체주조
- 마그네틱주조
- 소모성주형주조
1. 개요
1) 원심주조법 (Centrifugal Casting) 정의
원통의 주형을 300 ~ 3000rpm으로 회전시키면서 용융금속 주입하면 원심력에 의해 용융금속은 주형의 내면에 압착응고하게 되는데, 이와 같이 원심력을 이용하여 치밀하고 결함이 없는 주물을 대량 생산하는 방법
주강, 주철, 구리합금이 일반적으로 사용되며 주형에는 모래형, 금형 등이 사용됨

2) 원심주조법 특징
- 주형 내에서 원심력 차로 불순물이 유리되어, 특히 외주부에 양질의 부분을 얻는
- 주물의 조직이 치밀하고 균일하며 강도가 높음
- 재료가 절약되고 대량 생산 가능
- 기포, 용재의 개입이 적으며 가스의 배출이 용이함
- 코어, 탕구, 피더, 압탕 등이 불필요함
- 실린더, 피스톤링, 강판 등의 주조에 적합
3) 원심주조법 유의사항
- 편석되기 쉬움 → 회전속도, 주입속도, 주입온도 등의 주입조건을 적정하게 하여 응고속도 조절 필요
- 금형주조법에서는 제품이 칠드화 될 우려가 있음 (백주철화) → 응고시 바로 꺼내서 어닐링 or 금형 예열 (200~300도)
- 사형에서는 원심력으로 주형이 부서지거나 변형될 우려 → 배합 유의(2~30% 석면 혼합), 외곽은 금형으로 보강
- 제작 사형은 철관내면 (Liner)에 요철을 만들어 주물사 부착을 도움
- 금형 과열을 방지하기 위해 연속주조시 수랭시킴
2. 원심주조법 구분
- 원심주조법 (Centrifugal casting)
- 수평식 원심주조법
- 수직식 원심주조법
- 유사원심주조법
- 반원심주조법 (Semi Centrifugal Casting)
- 센트리퓨징 (Centrifuging)
1) 수평식, 수직식 구분
- 수평식 : 주형의 축이 수평이며 지름에 비해서 길이가 긴 관등에 사용
- 수직식 : 주형의 축이 수직이며 지름에 비하여 길이가 짧은 윤상체의 주물에 사용

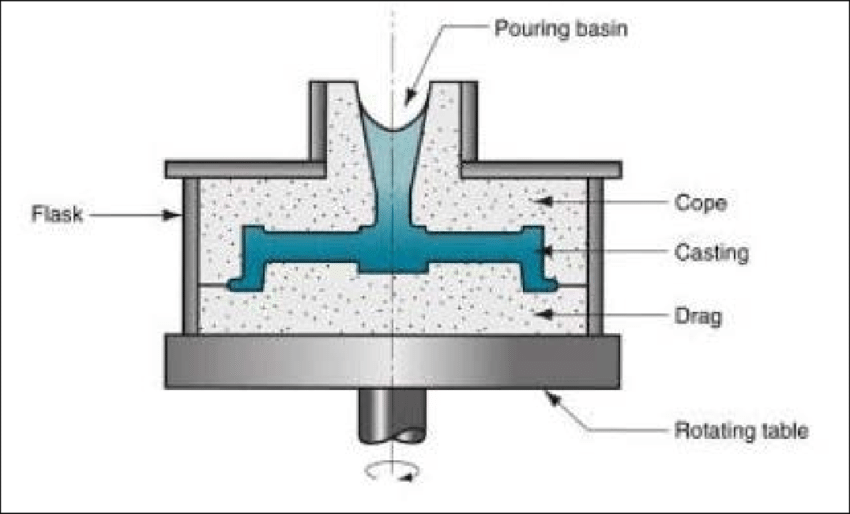
2) 반원심주조법 (Semi Centrifugal Casting)
주형을 저속 회전시키고 회전축상의 수직방향의 탕구를 통해 용탕을 주입하는 공법
- 중공 주물의 경우 코어가 필요함
- 주로 기어 소재, 차륜 등의 주조에 사용
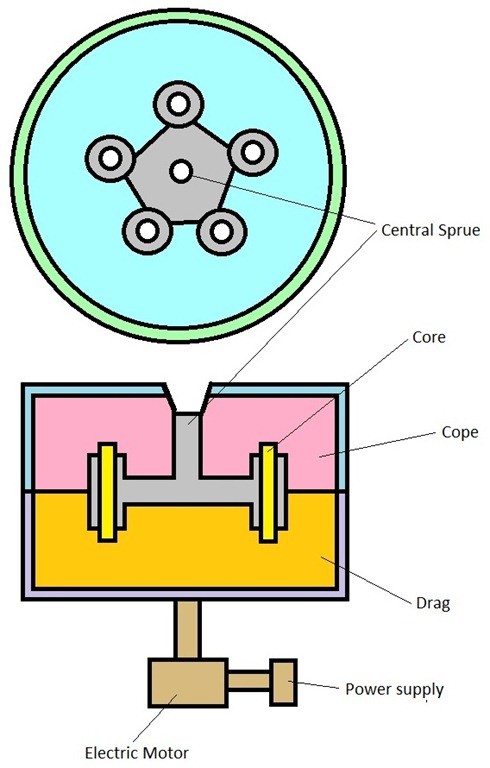
3) 센트리퓨징, 원심가압주조법 (Centrifuging)
회전축 상의 탕구에 소형 주형의 탕로를 여러개 연결하여 원심력으로 용탕이 각 주형으로 주입 (like 포도송이)
- 소형 주물을 대량생산 시 사용
- 회전수가 비교적 작으며 주로 피스톤 등의 주조에 사용됨
3. 원심주조법 고찰
1) 일반적인 사용재료 (기계기술사 12-2-3)
- 주철
- 주강
- 구리합금
- 알루미늄합금
- 마그네슘합금
반응형
'Mechanical Engineering Study > 주조' 카테고리의 다른 글
| 칠드주조 (Chilled Casting), 주조, 특수주조 (0) | 2024.03.06 |
|---|---|
| 사형주조 (Sand Casting), 주조 결함, 도형제, 이형제, 사형 주조 순서, 주물사 세부 이론 (1) | 2024.02.28 |
| [주조][공정] 쉘몰드 주조 (Shell Mold Casting) (0) | 2024.02.16 |
| [주조][공정] 고압응고주조법 (Squeeze Casting) (0) | 2024.02.15 |
| [주조][공정] 저압주조 (Low Pressure Casting) (1) | 2024.02.14 |