반응형
1. 개요
1) 정의
주물 : 융해된 금속을 주형에 넣고 응고시켜 원하는 금속제품으로 만드는 일, 또는 그 제품
2) 결함의 종류
- 기공(Blow hole)
- 수축공(Shirinkage hole)
- 편석(Searegation)
- 변형과 균열 (Deformation & Crack)
- 치수 불량 (Shift)
- 주물표면불량
- 유동불량
- 내장물(게재물) 혼입 (Inclusion)
- 용탕 침투 (Penetration)
- 팽창 (Swell)
- 낙하 (Drop)
3) 일반적인 결함

2. 결함
1) 기공 (Blow Hole)
고체 재료 속에 기포가 들어감으로써 생긴 중공의 구멍
- 원인
- 금형 캐비티 내 공기 및 수분에 의한 열분해 가스 혼입
- 배출되지 않은 가스가 주물 내부에서 중공 부분의 구를 만듬 → 구멍의 형태로 응고 - 대책
- 용탕의 가스흡수량을 적게할 것
- 주형으로부터 가스 발생을 적게할 것
- 주탕시 공기를 빨아들이지 않게 할 것
- 주탕온도를 필요이상 고온으로 하지 말 것 (고온일수록 가스 흡수 증대)
- 정련을 충분히 할 것
- 탕구를 크게하여 용탕에 가압 → 가스 배출 촉진
- 통기성 크게하여 가스 배출
- 주형 내 수분 감소 → 수소 가스의 발생 감소

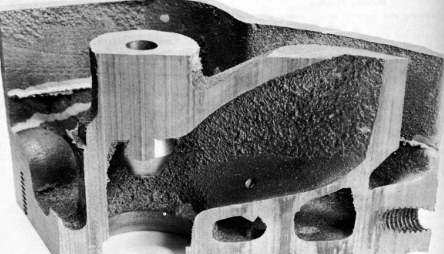
2) 수축공동(Shirinkage Cavity)
수축으로 인해 생긴 빈 공간
- 원인
- 마지막에 굳는 부분, 즉 응고시 수축되는 부분에 용탕이 공급되지 않았을때 생기는 빈 공간 - 대책
- 순차적으로 응고가 되어야함 (cavity 중간이 마지막에 응고가 되어버리면 용탕을 보충할 방법이 없음)
: 주입구부터 응고가 시작하여 라이저가 마지막에 응고가 될 수 있도록 설계
- 탕구를 크게 설계 (라이저 응고 지연 목적)
- 라이저를 두어 용탕의 부족 보충
- 균일하고 순차적으로 냉각시키기 위해 두꺼운 후육부에 냉각쇠 사용

3) 편석(Searegation)
고체재료 속에서 조성이 불균일하게 되는 현상
- 원인
- 주물의 일부분에 불순물이 몰려 석출
- 가벼운 주물은 위로 올라가고 무거운 주물은 가라앉아서, 고르지 않게 응고 - 대책
- 주조 후 용체화처리 실시, 풀림 ㅅ처리 (주물을 용융개시온도 직하의 고온에서 가열 유지하여 주조시 편석에 의한 조직 성분의 불균일을 해소하고 용질원자를 모상으로 충분히 용융되어 과포화 고용체를 얻음)
- 주입온도와 주입속도를 낮춘다 → 주물의 응고를 가속화하며 주물의 조직을 미세화
- 주입전 용탕을 충분히 교반한다

4) 변형과 균열 (Deformation & Crack)
변형과 균열
- 원인
- 주물의 두께차가 크면 균일한 냉각이 어렵고 변형이 생긴다 (불균형한 냉각에 의한 열응력으로 인한 소성변형)
- 변형은 내부응력을 발생시키고 이는 균열(crack)으로 발전 - 대책
- 방향성 응고
- 복잡한 형상 제거 (두께 균일 등)
- 고온에서 주물을 서냉한다

5) 치수 불량 (Shift)
치수 불량
- 원인
- 주물자 선정 잘못
- 목형 변형
- 코어의 이동
- 주형상자의 맞춤 불량
- 중추의 부족 - 대책
- 원인이 일어나지 않게 잘 한다.
6) 주물표면불량
표면 불량
- 원인
- 도형제
- 모래 굵기
- 용탕의 표면장력
- 주형면에 작용하는 용탕의 압력 - 대책
- 세밀한 모래(세사) 사용
- 적절한 도형제 사용
- 용탕 성분 조절
7) 유동불량 (misrun 등 야기)
유동 불량
- 원인
- 두께 얇음 → 주탕 온도 낮음 → 주물이 차기 전에 냉각 → misrun
- 주철에서 3mm, 주강에서 4mm가 일반적인 최소 두께 (주철이 성형성이 좋다)
- 다른 방향에서 용탕 유동이 만났을때 → 완전히 융합이 안됨 (cold shut) - 대책
- 주물 두께 조절

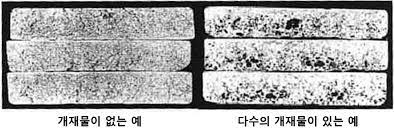
8) 내장물(게재물) 혼입 (Inclusion)
불순물
- 원인
- 주물에 불순물이 혼입 (용재, 모래, 기타 불순물)
- 용재의 점착력이 큼
- 불순물인 용재가 압탕구나 riser에 부유할 여유가 없어서 같이 응고
- 주형 내의 주형사가 섞여 들어가는 경우 - 대책
- 압탕구 설계 (국자모양으로 만들어서 불순물을 거를 수 있게 제작)
- 불순물 제거 구조 (탕도 조절)
9) 용탕 침투 (Penetration)
용탕에 주물사가 스미는 현상
- 원인
- 굵은 모래를 사용
- 모래의 경도가 부족 - 대책
- 가는 모래 (세사) 사용
- 결합제 변경

10) 팽창 (Swell)
표면에 금속이나 용탕의 압력으로 중력에 의해서 들뜸 현상으로 모래의 다짐상태가 결함
- 원인
- 주물사 경도 부족
- 굵은 모래 사용 - 대책
- 결합제 변경
- 가는 모래 사용

11) 낙하 (Drop)
용탕이 주입되어 공간속에서 상승하면서, 적층 과정에서 주형 일부가 낙하되는 현상
- 원인
- 주입속도가 느릴 때 반사열로 생김 - 대책
- 주입속도 증대W
반응형
'Mechanical Engineering Study > 주조' 카테고리의 다른 글
| [주조][공정] 쉘몰드 주조 (Shell Mold Casting) (0) | 2024.02.16 |
|---|---|
| [주조][공정] 고압응고주조법 (Squeeze Casting) (0) | 2024.02.15 |
| [주조][공정] 저압주조 (Low Pressure Casting) (1) | 2024.02.14 |
| [주조 분야, 2023] 주조 시 사용하는 압탕(riser)이란 무엇이고 압탕의 구비 조건에 대하여 설명하시오. (2) | 2023.11.26 |
| [주조 분야] 주조(casting)시 고려사항 (4) | 2023.11.21 |