반응형
<기출>
14-1-5 전위기어의 정의와 사용목적에 대하여 설명하시오.
1. 개요

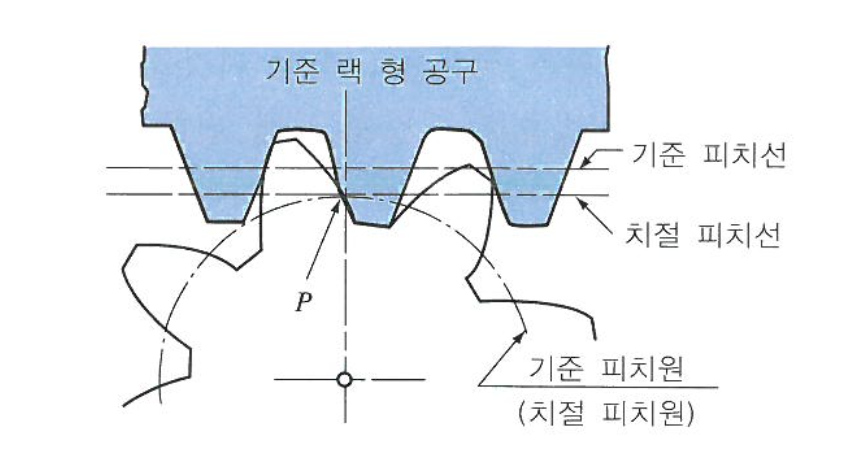
1) 전위기어 (profile-shifted gear)의 정의
표준 보통 기어의 치형곡선을 벗어나서, 이끝원과 이뿌리원을 크거나 작게 만든 것
표준 랙 공구의 기준 피칫헌이 기어의 기준 피치원에 접하지 않는 기어
2) 전위 기어의 사용목적
기어 치형의 실용적인 잇수는, 공구 압력각 20도일때 14개,14.5도일때 25개 이상임
해당 갯수보다 작게 되면 이뿌리가 공구 끝에 의하여 먹혀 들어가서 언더컷이 발생하게 되고(간섭이 안되려면 언더컷을 만들어야함), 유효 물림 길이가 감소하며 이의 강성이 약해짐.
다시 말하면, 기어와 피니언의 어덴덤이 같은 표준 보통이 치형에서, 피니언의 어덴덤을 더 길게 하고 기어의 어덴덤을 더 짧게 만든 인벌류트 치형으로 바꿀 수 있는데 이를 전위치차라 한다

- 중심거리를 자유롭게 조절할 수 있음
- 언더컷을 방지할 수 있음
- 언더컷을 없애기때문에 이의 강성을 증대시킨다
3) 전위기어 적용 방법 (전위계수)
전위기어 적용시, 총 이높이는 같게 유지한 뒤, 전위계수 x1, x2를 조절한다
이때, 양의 계수 x1과 음의 계수 x2의 합은 항상 0을 유지해야한다 (크기가 같고 부호가 반대)
x1은 피니언의 어덴덤을 증대시키고, x2는 기어의 어덴덤을 같은 크기만큼 감소시킨다
(피니언의 피치원을 기초원에서 멀어지는 쪽으로 이동시킴, 기초원 아래쪽 피니언의 인벌류트가 아닌 부분을 제거)
이경우, 중심거리 증가계수가 0이 되어, 중심거리가 표준 기어의 중심거리와 같게 됨
(전위 기어의 단점인 복잡한 계산이 불필요해지며, 언더컷 또한 방지할 수 있음)
x를 전위계수 (coefficient of shift)라 하고, 전위량은 xm (전위계수 x 모듈)
- 표준 전위계수는 +-0.25, +-0.5 (표준 어덴덤의 25% or 50%를 더하거나 뺀 것)

(1) 언더컷이 발생하지 않는 한계 전위계수 (이론적 한계 잇수가 압력각 14.5도, 20도 각각 32, 17임)
- 압력각 14.5도일때 x = (32-Z)/32, 실용적 한계 전위계수 (26-Z)/32
- 압력각 20도일때 x = (17-Z)/17, 실용적 한계 전위계수 (14-Z)-17
언더컷 방지를 위해서는 x값이 클수록 안전 (더 전위가 많이 되는 방향)
접촉응력 및 미끄럼을 작게 하기 위해서는 x값이 큰 것이 유리, 이론 한계로 설계하는것이 더 유리 (극한설계)
2. 특징
1) 장점
피니언의 이는 이뿌리부분에서 더 두꺼워지기 때문에, 강도 측면에서 더 강해짐
반대로 기어의 이는 이뿌리부분이 더 얇아져서, 약해지지만 이런 조치는 양쪽을 동등수준으로 만들어줌
- 모듈에 비해 강한 이가 얻어짐
- 최소 잇수를 극히 적게 할 수 있음 (언더컷을 없애면서도 잇수를 줄일 수 있음)
- 물림률을 증대시킴 (언더컷이 없어지니 물림률이 증대함)
- 주어진 중심거리에 맞춘기어설계가 용이하다 (중심거리가 정해진 설계시 용이함)
- 공구의 종류가 적어도 되고 각종 기어에 응용될 수 있음
2) 단점
이끝에서 미끄럼 속도가 증가한다
치차물림에서 미끄럼속도가 커지면 마찰손실이 증대함
(Dudley는 평치차와 헬리컬기어에서 25% 이상 높은 어덴덤과 피니언은 피하라고 권고함)
- 계산이 복잡하게 됨
- 교환성(호환성)이 없어짐
- 베어링 압력을 증대시킴
반응형
'Mechanical Engineering Study > 설계 | 기계제도' 카테고리의 다른 글
| 기어의 파손, 파손 원인, 고장 모드 (8) | 2024.11.04 |
|---|---|
| 기어의 재료, 기어의 열처리 (0) | 2024.10.31 |
| 안전율 (Safety Factor), 안전율 선정, 안전계수, 파괴이론 (0) | 2024.09.16 |
| [설계분야] 체결 요소 기준 정리 (1) | 2023.09.03 |