반응형
<구분>
- 주조
- 소모성주형주조
- 사형주조
- 정밀주조 (인베스트먼트주조, 로스트왁스법) ★
- 쉘몰드주조
- 풀몰드주조 (로스트폼 주조)
- 금형주조
- 고압주조
- 저압주조
- 중력주조
- 특수주조
- 진공주조
- 고압응고주조 (Squeeze casting)
- 원심주조법 (Centrifugal casting)
- 반원심주조법 (Semi Centrifugal casting)
- 센트리퓨징 (Centrifuging)
- 칠드주조 (Chilled casting)
- 고진공다이캐스팅
- 기공없는주조 (PF Die-casting; Pore-Free Process)
- CO2주조
- 기타주조
- 연속주조
- 반고체주조
- 마그네틱주조
- 소모성주형주조
<기출>
- 20-1-2 인베스트먼트 주조법에 대하여 설명하시오.
- 금속 18-1-12 특수주조법 중 인베스트먼트 주조(investment casting)에 대하여 설명하시오.
1. 개요
1) 인베스트먼트 주조 정의
제작하려는 주물과 동일한 모형을 Wax 또는 Paraffin 등으로 만들어 주형재에 매몰하고 가열로에서 가열하여 주형을 경화시킴과 동시에 내부에 남아있는 모형재인 Wax, Paraffin을 유출시켜 주형을 완성하는 공법
로스트왁스법, 정밀주조라고도 함

2) 주형 제작 공정

① 모형 제작용 금형의 제작 (원형 패턴, master pattern을 만든 뒤 모형제작용 금형 master die 제작, 때로는 금형을 직접 절삭가공해서 제작)
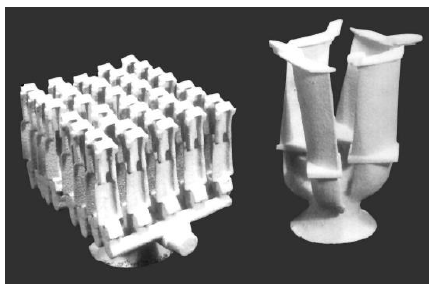
② WAX 모형을 제작하기 위해 금형에 용해 WAX를 압입 후 응고시킴
③ 모형에 내화제 (Investment) 피복
④ 모형에 모래 도포 및 실온 건조
⑤ 주형재를 진동 충전함
⑥ 가열하여 WAX를 주형에서 유출시킴 (약 200도)
⑦ 2차 가열하여 주형을 단단하게 경화시킴 (약 900도)
⑧ 용탕을 주입하여 제품을 완성
⑨ 후처리 (탈사, 제품 절단)
2. 특징
1) 장점
- 주물 표면이 깨끗함
- 복잡한 구조의 주형 제작에 적합 (소모성 주형이기 때문에 빼기 구조를 고려할 필요가 없음)
- 정확한 치수 정밀도
- 주형이 일체형이며 형상적인 제한이 없음
- 주형의 내화성이 높아 거의 모든 재질을 주조할 수 있음
- 주형은 가스 발생 물질을 거의 함유하지 않아 진공 용해 주조에 적합
2) 단점
- 주물 크기가 제한됨
- 주형 제작비가 고가
- 모형은 반복 사용이 어려움
- 작업이 오래걸림
3) 기타 특징
- 적용 범위 : 기계 가공이 용이하지 않은 재료로 높은 정밀도의 소주물을 양산하는데 이용됨
→ 가스터빈 블레이드, 로터, 항공부품, 계기부품 - 중량은 보통 3 ~ 4 kg까지 \
- 인베스트먼트재 : 내화성재료, 고온용으로 규사, 알루미나, 마그네시아 등에 점결제로 규산에스텔, 규산 나트륨 등을 가함
3. 인베스트먼트 주조법과 유사한 공정 (추후 업로드)
1) 풀몰드법 (Full-Mold Process)
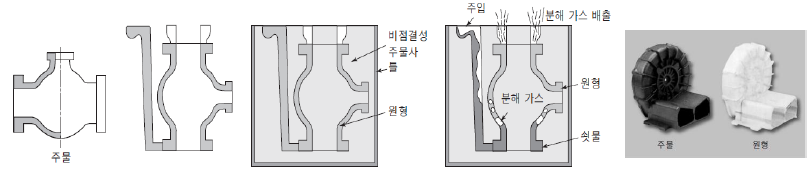
발포성 폴리스틸렌 (닭가슴살 시키면 오는 박스)으로 만든 소모성 원형에 내화재를 바른 후 건조하여 원형으로 사용하는 방법. lost-form 또는 lost pattern 주조법이라고 함
주조법은 조형하여 원형을 주형에서 빼내지 않고 주물사 속에 묻힌 상태에서 주입구를 통해 쇳물을 주입
주입하면 열에 의하여 원형이 소실되고 그 자리에 쇳물이 채워짐 (폴리스틸렌은 분해가스로 배출됨)
2) 마그네틱 주조법 (Magnetic Molding Process)
발포성 폴리스틸렌으로 모형을 만들고 이것을 강철입자로 매몰한 후 자력을 이용하여 강철입자를 다져 주형을 제작. 조형 후 용탕을 주입하면 모형은 기화하여 소실되고, 그 자리에 용탕이 채워져 응고됨. 주조 후 주형상자를 해체하면 주형은 저절로 붕괴됨
- 조형재료는 자성체면 모두 사용 가능 (강철입자 대신 산화철도 가능)
- 조형이 빠르고 손쉬우며 조형기가 쌈
- 주형재료가 간단하고 내구성을 가짐 (주물사의 처리, 보관 등에 문제가 없음)
- 주형 자체 통기성도 좋음

3) 쇼 주조법 (Shaw process)
모형에 내화재와 가수분해된 에틸실케이트 및 젤리제의 유동성 혼합물을 모형에 부어 피복시킴. 경화되어 경질고무처럼 되었을때 모형을 뽑아내면 탄성에 의하여 원모형과 같은 주형이 됨
- 대형 주물에 적당
- 정밀주조 가능
- 통기성 양호 (주형을 1000도로 가열 경화하면 미세한 균열 발생하여 통기성 우수해짐)
- 각종 기어류, 라이너 등의 정밀주조품, 금형 제작에 사용됨)
반응형
'Mechanical Engineering Study > 주조' 카테고리의 다른 글
| 접종제, 구상흑연주철(노듈라 주철, 덕타일 주철, ductile cast iron), 구상화제 (Ca, Ce, Mg), 구상화처리 (0) | 2024.04.12 |
|---|---|
| 탈황법, 탈황제, 분사주입법, 포러스플러그법 (0) | 2024.04.11 |
| 주조 결함 정리, 주물 결함, 주조 결함 검사 시험, 비파괴검사, 소착, 미스런, 주조 유동성, 용탕 난류, 편석, 냉/열간 균열, 유동불량 (2) | 2024.04.01 |
| 칠드주조 (Chilled Casting), 주조, 특수주조 (0) | 2024.03.06 |
| 사형주조 (Sand Casting), 주조 결함, 도형제, 이형제, 사형 주조 순서, 주물사 세부 이론 (1) | 2024.02.28 |