Contents
- <아크용접 종류>
- <기출>
- 1. 개요
- 1) 불활성가스아크용접 정의
- 2) 산소용접 대비 아크용접의 장점
- 3) 아크용접부의 조직 (HAZ; Heat Affected Zone)
- 4) 아크의 특성 (아크의 안정)
- (1) 수하특성 (Dropping Characteristics)
- (2) 정전압특성 (Constant Voltage)
- (3) 정전류 특성
- 2. 불활성가스 텅스텐 아크 용접 (GTAW; Gas Tungsten Arc Welding, TIG)
- 1) 정의
- 2) TIG 용접 장점
- 3) TIG 용접 단점
- 4) TIG 용접 전원
- 5) TIG 청정작용
- 3. 불활성가스 금속 아크 용접 (GMAW; Gas Metal Arc Welding, MIG)
- 1) 원리
- 2) MIG용접 장점
- 3) MIG용접 단점
- 4) MIG용접 전원
- 3. 아크용접의 정극성, 역극성 (직류용접)
- 1) 개요
- (1) 정극성과 역극성 비교
- (2) 직류용접과 교류 용접의 비교
- 2) 직정극성 (DCSP; Direct Current Straight Polarity)
- 3) 직류역극성 (DCRP; Direct Current Reverse Polarity)
- 4) 정극성, 역극성 비교
- 4. 아크쏠림 (Arc blow) 발생원인과 방지 대책
- 1) 개요
- 2) 아크 쏠림 방지대책
반응형
<아크용접 종류>
- 불활성가스금속아크용접 (GMAW; Gas Metal Arc Welding = MIG;Matal Insert Gas Welding, Solid Wire Welding) ★
- 실드금속아크용접 (SMAW; Shield Metal Arc Welding, 피복아크용접)
- 용제-코어 아크용접 (FCAW; Flux Cored Arc Welding, 플럭스코어드 아크 용접)
- 불활성 가스 텅스텐 아크용접 (GTAW; Gas Tungsten Arc Welding = TIG; Tunsten Insert Gas Welding) ★
- 특수아크용접
- 서브머지드 아크 용접 (Submerged Arc Welding)
- CO2 가스 아크 용접
- 원자수소아크용접
- 아크스팟용접 (플러그 용접)
- 스터드 용접
- 일렉트로 슬래그 용접 (electro-slag welding)
- 플라즈마 아크 용접
<기출>
- 23-1-6 직류아크용접시 정극성과 역극성에 대하여 설명하시오 (특징 4가지 이상)
- 20-2-4 다음 불활성 가스 아크 용접에 대하여 설명하시오 : TIG, MIG
- 19-1-3 불활성 가스 텅스텐 아크 용접의 특징에 대하여 설명하시오 (유사점, 차이점)
- 15-1-7 피복아크용접에서 용융금속의 이행형식 나열하고 설명하시오 (피복아크용접시 설명)
- 15-3-3 아크용접에서 아크쏠림 (arc blow)의 발생원인과 방지대책을 설명하시오
- 금속 18-1-5 아크용접 공정에서 소모성 전극봉과 비소모성 전극봉의 유사점과 차이점 설명
- 금속 18-4-2 TIG에서 극성효과와 청정작용 설명
1. 개요
1) 불활성가스아크용접 정의
대표적으로 MIG와 TIG가 있다
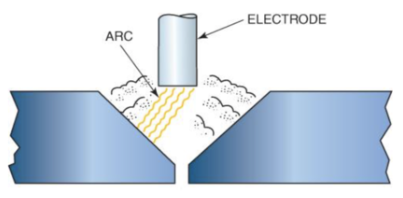
특수용접부를 공기와 차단한 상태에서 용접하기 위하여 특수 토치에서 불활성 가스가 전극봉 지지기를 통하여 용접부에 공급하면서 용접하는 방법
불활성 가스는 아르곤 (Ar)이나 헬륨 (He)이 사용되며 전극으로는 텅스텐봉(TIG)나 금속봉(MIG)가 사용됨
스테인리스, 알루미늄, 마그네슘 합금 용접에 좋음
산화 및 질화 등을 억제하여 용접 품질을 좋게 한다 (불활성가스)

2) 산소용접 대비 아크용접의 장점
- 온도가 훨씬 높고 열에너지의 집중이 좋음
- 용접 작업이 능률적임 (에너지 집중이 좋음)
- 열영향부가 더 작음
- 중 구조물이나 고속 용접에 적합
- 용접 변형을 줄일 수 있음
하지만 아세틸렌과 산소를 이용하는 산소용접은 1) 용융범위가 넓고 2) 작업이 쉽고 3) 가열조절이 자유롭고 4) 운반이 편리하고 5) 설비비가 싼 이유로 상황을 봐서 적절한 용접법을 선택할 필요가 있다
3) 아크용접부의 조직 (HAZ; Heat Affected Zone)
- 용착금속(A) : 용접봉이 용융되어 형성된 부분
- 융합부 (B) : 모재와 용접봉이 융합된 부분
- 변질부 (C) : 용접부와 인접되어있어 열영향을 받음 (퀜칭 효과와 같음)
- 원질부 (D) : 모재, 용접의 영향을 받지 않는다
4) 아크의 특성 (아크의 안정)
(1) 수하특성 (Dropping Characteristics)
- 사람의 손으로 용접 → 아크의 길이가 일정하게 유지되는 것이 힘들기 때문에, 약간의 길이 변화에도 입열량의 변화가 일정하게 유지되어야함
- 아크전압 근처에서는 용접전류가 정전류 특성을 가지고 전류값 변화가 적어야함
- 아크가 단락되었을 때 흐르는 전류가 적당히 제한되어야하므로 전원의 외부 특성 곡선이 부하 전류의 증가와 더불어 단자전압을 저하하는 현상이 필요함
- 즉, 아크가 발생할때 부하가 많이 걸릴수록 전류는 증가하지만 전압 및 저항은 감소하여 그 열량은 일정하게 유지
- 위와 같은 특성을 수하특성이라 함
(2) 정전압특성 (Constant Voltage)
- 수하특성과 반대로 부하 전류가 변하여도 단자 전압이 거의 일정 전압을 갖는 특성
- 아크 길이가 짧아지면 전류값이 증가하여 아크를 일정한 범위에서 멈추게 하여 아크를 안정
- 안정적인 용접전압 출력
- 용접속도나 용접 비드 모양을 조금 더 쉽게 제어할 수 있음
- 얇은 재료를 용접하거나 빠른 용접에 사용을 더 많이함 (MIG용접에 주로 사용)
- 아크의 길이가 짧아지면 입열량이 증가하여 용가재의 녹는 속도가 빨라지게 되고, 용가재의 공급속도는 일정하기 때문에 용가재 끝이 표면으로부터 멀어지게 되어 원래의 용융점으로 돌아가게 됨 (일정하게 유지)
(3) 정전류 특성
- 안정적인 용접 전류 출력
- 깊이가 깊은 용접 작업에 적합 (두꺼운 재료, TIG용접에 주로 사)
2. 불활성가스 텅스텐 아크 용접 (GTAW; Gas Tungsten Arc Welding, TIG)
1) 정의
아르곤 또는 헬륨가스와 같은 불활성 가스 분위기 (고온에서도 금속과 반응 X), 텅스텐 전극봉 또는 와이어와 모재 사이에서 아크를 발생하여 그 열로 용접하는 방법
2) TIG 용접 장점
- 산화, 질화 등을 방지할 수 있어 우수한 이음을 얻는다
- 용제(flux) 및 피복제를 사용하지 않으므로 슬래그 제거가 불필요 → 결함 발생 확률이 적다
- 아크가 안정하고 스패터가 거의 없어 고압가스배관용접에 사용한다
- 박판 (특히 스테인리스 박판)에 유리, 변형 적음
- 전 용접자세가 가능
- 연성, 강도, 기밀성, 내식성 우수
- 산화하기 쉬운 비철금속을 용접할 수 있음 (알루미늄, 마그네슘, 티타늄 등)
- 외관이 미려함
3) TIG 용접 단점
- 불활성 가스와 티그 용접기의 가격이 고가임
- 후판용접에서는 다른 아크용접에 비해 능률이 떨어짐 (속도가 느림)
- 방풍대책이 필요 (불활성가스 유지 필요)
4) TIG 용접 전원
- 교류 또는 직류로 사용 가능 (특성에 따라 선택 필요)
- 직류 - 정극성 (DCSP)
- 직류 - 역극성 (DCRP)
- 교류
5) TIG 청정작용
양이온의 충격에너지에 (양이온이 모재(-)로 향함) 의해 금속 표면의 산화피막이 제거되는 현상
헬륨과 같이 가벼운 기체보다는 아르곤 같이 무거운 가스가 효과가 더 좋다
청정작용은 기본적으로 역극성에서만 나타나기 때문에 TIG용접에서만 볼 수 있다 (MIG용접은 역극성 불가)
실제 현장에서는 역극성 용접시 텅스텐 전극 소모가 크기 때문에 텅스텐 전극 굵기를 증대해야하고, 토치도 수냉식 토치를 사용해야 하기 때문에 잘 사용하지 않으며 주로 교류로 용접을 진행함
3. 불활성가스 금속 아크 용접 (GMAW; Gas Metal Arc Welding, MIG)
1) 원리
아르곤 또는 헬륨가스와 같은 불활성 가스 분위기 (고온에서도 금속과 반응 X), 솔리드와이어를 일정 속도로 토치의 노즐로부터 송급하여 와이어 선단과 피용접물 간의 아크를 발생시키고 그 열로 용접
- 최근 비싼 Ar, He 대신 CO2를 많이 사용하는 추세 (CO2 용접)
- 전원은 직류식으로, 와이어를 (+)로 하는 역극성이 채용됨
- 가는 와이어를 써서 전류 밀도가 높음 (TIG의 약 2배)
- 와이어는 일정 속도로 송급됨

2) MIG용접 장점
- 대체로 모든 금속의 용접이 가능함 (두께 3mm 이상일때)
- 용제를 사용하지 않아 슬래그가 생기지 않음 (공통사항)
- 용접부의 부식 및 열 집중에 의한 균열과 잔류응력이 적음
- 모재의 기계적 성질이 변하지 않음
- Al, Mg, Cu 합금 및 스테인리스강 용접에 많이 사용됨
- 스패터나 합금원소의 손실이 적다
- 전자세의 용접이 가능하다
- 용접 가능한 판의 두께 범위가 넓다
3) MIG용접 단점
- 보통 아크용접보다 고가임
- 장비가 복잡하고 토치가 비교적 무겁다
- 응고속도가 빠르므로 기공이 많이 발생할 수 있다
4) MIG용접 전원
- 직류용접기를 역극성으로 하여 MIG용접에 사용 가능
- 정전압 특성 또는 상승 특성을 갖는 직류용접기를 사용해야함
3. 아크용접의 정극성, 역극성 (직류용접)
1) 개요
아크용접에서 전극에 따라 달라지는 성질을 극성효과라고 한다 (직류용접시)
극성의 선택은 용접봉의 크기, 피복재의 종류, 용접이음형식, 심선재질, 용접자세에 따라 이루어진다
직류용접기의 아크열은 전류가 한쪽방향으로 흐름 → 양극과 음극의 열 집중이 다름
보통 양극측에 60 ~ 70%의 아크열이 발생
교류용접시, 극성이 주파수와 같은 회수로 변화되기 때문에 모재와 용접봉에서 발생하는 열량은 동일하다
교류용접은 정극성과 역극성 중간의 효과를 얻을 수 있다 (너비가 약간 넓고 적당한 깊이의 용입)
(1) 정극성과 역극성 비교
| 구분 | 모재 | 용접봉 |
| 정극성 (DCSP) | (+) | (-) |
| 역극성 (DCRP) | (-) | (+) |
(2) 직류용접과 교류 용접의 비교
| 항목 | 교류용접기 | 직류용접기 |
| 아크의 안정 | 소전류 용접에서 불안정되기 쉬움 | 매우 안정 |
| 박판의 용접 | 직류보다 불량 | 박판용접에 유리하다 (안정) |
| 특수강, 비철금속의 용접 | 직류보다 불량 | 양호 |
| 일반 용접 | 용접기의 값이 싸고 조작이 간단해서 많이 사용한다 | 교류보다 못함 |
| 전격의 위험 | 직류보다 무부하 전류가 높아 위험 | 상대적으로 전격의 위험이 적다 |
| 기타 | 무게, 용량이 작고 고장이 적다 | 구조가 복잡하고 고장이 잘 생긴다 |

2) 직정극성 (DCSP; Direct Current Straight Polarity)
- 아크열이 많이 발생하는 모재의 용융량이 많아 용입이 깊고 용융이 늦다
- 비드는 너비가 좁고 용입 깊이가 깊게 됨 (이상적)
3) 직류역극성 (DCRP; Direct Current Reverse Polarity)
- 용접봉의 용융속도가 빨라 용접봉의 소모가 빠르고 모재의 용입이 얕게된다 (낮아진다)
- 주로 특수강, 비철금속의 용접에 이용됨
- 용락 (Burn Through)을 피할 수 있으므로 두께가 얇은 판을 용접하는데 용이하다
용락(Burn Through) : 용접에 있어서 용접 금속이 그루브의 뒤쪽에서 녹아 떨어진 것
용접 금속이 과도하게 용입되어 개선의 뒷면까지 흘러 부분적으로 용접 금속이 떨어진 것을 말함

4) 정극성, 역극성 비교
| 구분 | 직류정극성(DCSP) | 직류역극성 (DCRP) |
| 전극봉 극성 | (-) | (+) |
| 청정작용 | X | O |
| 열 분배 | 70% 모재 / 30% 용접봉 | 30% 모재 / 70% 용접봉 |
| 비드폭 | 좁다 | 넓다 |
| 비드 깊이 | 깊다 | 얕다 |
| 전극 수명 | 좋다 | 나쁘다 |
4. 아크쏠림 (Arc blow) 발생원인과 방지 대책
1) 개요
아크쏠림은 용접 중에 아크가 용접봉 방향에서 한쪽으로 쏠리는 현상
직류용접에서 비피복 용접봉을 사용했을때에 심하며 (불활성가스아크용접)
비드용접 또는 중요부분 용접시 아크가 불안정하거나 용착금속 재질이 변화할 수 있음
슬래그 섞임, 기공 같은 결함이 발생할 수 있음
2) 아크 쏠림 방지대책
- 직류용접기를 사용하지 않고 교류 용접기를 사용한다
- 모재와 같은 재료를 엔드탭으로 사용하여 용접
- 접지점을 용접부보다 멀리 함
- 긴 용접에는 후퇴법으로 용접
- 짧은 아크를 사용
- 용접봉 끝을 아크 쏠림 반대 방향을 ㅗ기울인다
반응형
'Mechanical Engineering Study > 용접' 카테고리의 다른 글
| 실드금속아크용접 (SMAW; Shielded Metal Arc Welding), 피복아크용접, 탄소아크용접 (0) | 2024.03.29 |
|---|---|
| 마찰교반용접 (FSW;Friction Stir Welding), 마찰용접(Friction Welding), 마찰교반점용접 (FSSJ), 컨벤셔널 마찰용접, 플라이휠 마찰용접 (0) | 2024.03.24 |
| 전기저항용접(Electric Resistance Welding) (1) | 2024.03.01 |
| [용접][공정] 서브머지드아크용접, 잠호용접 (SAW; Submerged Arc Welding) (0) | 2024.02.13 |
| [용접 분야] 용접의 적용과 장단점 (0) | 2023.12.04 |