반응형
<용접 분류>
- 납땜 및 테르밋 용접
- 가스용접
- 전기저항용접 ★
- 맞대기저항용접
- 업셋 맞대기 용접 (Upset Butt Welding)
- 플래시 맞대기 용접 (Flash Butt Welding)
- 겹치기 저항용접
- 점용접 (Spot Welding Process)
- 심용접 (Seam Welding Process)
- 프로젝션 용접 (Projection Welding Process)
- 맞대기저항용접
- 아크용접
- 특수용접
- 전자빔용접
- 레이저빔용접
- 일렉트로 슬래그 용접
- 플라즈마 용접
- 저온용접(공진용접)
- 플라스틱용접
- 열풍용접
- 열기구용접
- 마찰용접
- 고주파용접
- 폭발용접
- 확산용접
- 마찰용접 (플라이휠형, 컨벤셔널형, 마찰교반용접)
- 초음파용접
- 냉간압접
- 고주파용접 (High Frequency Welding)
<기출>
- 19-3-1 저항용접의 주요 3요소를 설명하고, 저항용접의 종류를 5가지 쓰시오.
- 16-2-6 압접의 종류 중 플래시 버트(flash butt) 용접법과 고주파 용접법에 대해 설명하시오
- 금속 18-1-6 저항 용접이 대량 생산 공정에서 광범위하게 이용되고 있는데, 다른 용접법에 비해 어떠한 장점이 있는지 설명하시오.
- 금속 18-2-3 전기저항 용접 중에서 플래쉬 버트 용접(flash butt welding)과 프로젝션 용접 (projection welding)에 대하여 각각 개요와 특징을 설명하시오.
- 금속 16-4-3 플래시 버트 용접(flash butt welding)의 원리를 설명하고, 특징 5가지를 설명하시오.
1. 개요
1) 전기저항용접(Electric Resistance Welding) 정의
용접물을 접촉시켜 놓고 전기를 통하여 접촉부의 전기저항열(줄열)에 의해 접합부를 가열하고, 동시에 큰 압력을 가하여 금속을 접합하는 방법
2) 원리
- 줄의 법칙에 의한 발열량 Q = 0.24I^2Rt
- 용접재료는 전기고유저항이 크고(발열 증대)
- 열전달이 적으며(냉각 방지)
- 용접점이 낮을 수록 좋다 (쉽게 용접)
- 용접은 저전압 대전류가 필요하고, 수초 이내 통전시간으로 열손실과 집중도를 높이고 변질을 줄인다
3) 전기저항용접의 주요 3요소 (각 요소를 적절히 조절 필요)
① 용접전류
저전압 대전류, 전압은 1 ~ 10V, 전류는 수만 ~ 수십만 암페어
② 통전시간
열전도가 큰 소재는 대전류를 사용해 통전시간을 짧게 적용
연강류는 대전류를 사용하지 않고 통전시간을 길게 적용
③ 가압력
모재와 모재, 전극과 모재 사이의 접촉저항은 전극의 가압력이 클수록 작아진다
2. 전기저항용접법 특징
1) 장점 (+ 타 용접 대비 장점)
- 용접 시간이 짧음
- 재료 손실이 적고 용제가 필요 없음 (수초 이내 가공)
- 숙련공이 불필요
- 산화작용 및 용접 변형이 적음 (수초 이내 가공)
- 고도의 신뢰도
- 상이한 금속이라도 쉽게 용접
- 가압 효과로 조직이 치밀함
- 전기저항용접은 아크용접에 비해 단시간에 많은 전류 사용하지만 용접 온도는 아크 용접보다 낮음
2) 단점
- 장치가 고가이다
- 후열처리가 필요
- 용접이음형식에 제약이 있음 (필렛 용접 등 불가)
- 용접에 앞서 표면은 특별한 준비 처리를 요하기도 함 (닿는 면)
3) 전기저항용접 전 주의사항
- 접합부에 있는 불순물을 제거할 것
- 전극부는 가급적 접촉저항이 적을 것
- 냉각수는 충분하도록 자주 보충할 것
- 모재의 모양, 두께에 알맞은 조건을 택할 것
3. 전기저항용접 종류
- 전기저항용접 ★
- 맞대기저항용접
- 업셋 맞대기 용접 (Upset Butt Welding)
- 플래시 맞대기 용접 (Flash Butt Welding)
- 겹치기 저항용접
- 점용접 (Spot Welding Process)
- 심용접 (Seam Welding Process)
- 프로젝션 용접 (Projection Welding Process)
- 맞대기저항용접
1) 맞대기 저항 용접 (Butt Resistance Welding)
(1) 업셋 맞대기 용접 (Upset Butt Welding)
2개의 용접재를 가압밀착시킨 상태에서 대전류를 통하여 접촉저항의 열로써 용접부가 적당한 온도가 되었을때 축 방향의 큰 압력을 이동 측 전극에 추가하여 용접
- 접합면 사이에 산화물이 잔류하기 쉬움
- 용접속도가 플래시 맞대기 용접보다 빠름 (플래시 대비 장점)
- 모재의 길이가 다소 짧아짐
- 업셋 부분이 균등하고 매끈함
- 용접기가 간단하고 저렴함


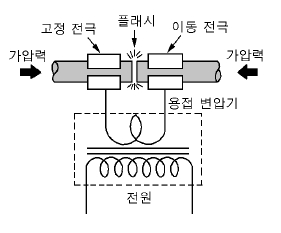
(2) 플래시 맞대기 용접 (Flash Butt Welding)
모재를 적당한 거리로 떼어 놓은 상태에서 대전류를 주어 스파크 (spark)를 발생시키고 점점 압력을 가하여 접촉시키면 저항열에 의해 가열되고 용접이 완료
- 가열범위가 좁아 열영향부가 적음
- 접합면에 산화물이 잔류하지 않음 (업셋 대비 장점)
- 용접속도가 빠르고 소비전력이 적음 (업셋 대비 느림)
- 이질재료의 용접이 가능
- 업셋 양이 적다
- 용접 강도가 크다
- 파이프, 드릴, 각종 봉재 용접, 레일 연결 방법
(3) 업셋 맞대기 용접과 플래시 맞대기 용접 비교
| 구분 | 업셋 맞대기 용접 | 플래시 맞대기 용접 |
| 용접시간 | 빠름 | 업셋 대비 느림 |
| 접합면 산화물 존재 여부 | 산화물 존재 가능 | 산화물 존재 X |
| 용접 장비 | 간단하고 저렴함 | 용접 장비가 고가 |
| 환경 오염 | 상대적으로 깨끗함 | 플래시 비산에 의한 환경오염 |
2) 겹치기 저항 용접
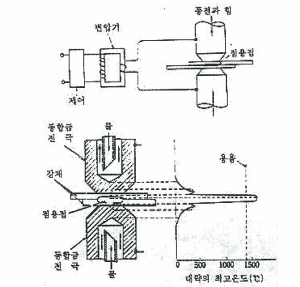
(1) 점용접 (Spot Welding Process)
두 전극 간에 2장의 판을 끼우고 가압하면서 통전하면 저항열로 용융상태에 달하게 되어 용접
- 열 효율이 우수함
- 작업속도가 빠름
- 열변형 및 잔류응력, 산화가 적음
- 산화되기 쉬운 금속과 열전달률이 서로 다른 금속 사이에는 스폿용접이 비교적 곤란함
- 설비가 복잡함
- 전극과 판 사이의 저항, 판 내부의 저항, 판과 판 사이의 저항이 있는데 그 중 판과 판 사이의 저항이 가장 높아야함
(해당 부위만 최대 발열량 발생되어 용융될 수 있도록)
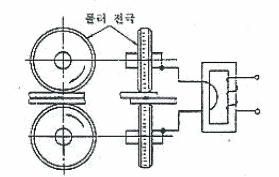
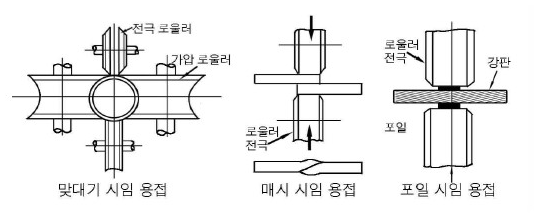
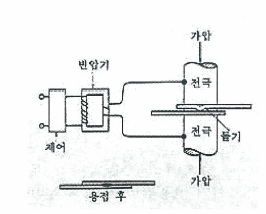
(2) 심용접 (Seam Welding Process)
점용접 전극 대신 롤러 형상의 전극을 사용하여 용접 전류를 공급하면서 전극을 회전시켜 용접하는 방법
- 접합부의 내밀성을 필요로 할 때
- 얇은 판재도 가능
- 용접 방법에 따라 맞대기 시임(맞댄 후 사이를 용접), 매시 시임(겹친 판을 롤러로 가압), 포일 시임(포일을 대고 가압하여 심 용접을 함), 롤러 심(통전의 단속 간격을 길게 하여 점 용접을 연속으로 실시)로 나뉨
(3) 프로젝션 용접 (Projection Welding Process)
스폿용접과 같은 원리
금속판의 한쪾 또는 양쪽에 돌기부를 만들고 가압하면서 통전하면 돌기부에 전류 및 압력이 집중되어 용접온도까지 증대되었을때 가압력을 증대하여 일시에 다점 용접을 실시하는 것
- 판재의 두께가 다른 것도 용접 가능
- 이종 재료 용접에 용이함
- 피치가 작은 스팟 용접 가능
- 용접의 신뢰도가 높음 (전류와 압력이 각 점에 균일하게 작용)
- 작업속도가 빠
4. 전기저항용접 고찰
1) 고주파 용접법
2024.02.19 - [분류 전체보기] - [용접] 고주파 용접 (High Frequency Welding), 제관
2) 참고자료
반응형
'Mechanical Engineering Study > 용접' 카테고리의 다른 글
| 실드금속아크용접 (SMAW; Shielded Metal Arc Welding), 피복아크용접, 탄소아크용접 (0) | 2024.03.29 |
|---|---|
| 마찰교반용접 (FSW;Friction Stir Welding), 마찰용접(Friction Welding), 마찰교반점용접 (FSSJ), 컨벤셔널 마찰용접, 플라이휠 마찰용접 (0) | 2024.03.24 |
| 불활성가스아크용접 (금속, MIG, GMAW 텅스텐, TIG, GTAW), 불활성가스아크용접 이론 (1) | 2024.03.18 |
| [용접][공정] 서브머지드아크용접, 잠호용접 (SAW; Submerged Arc Welding) (0) | 2024.02.13 |
| [용접 분야] 용접의 적용과 장단점 (0) | 2023.12.04 |