<기출 정리>
- 23-1-10 비교측정(relative measurement)에 대하여 설명하고, 장·단점을 설명하시오.
1. 개요

1) 비교측정(comparative measurement) 정의
이미 알고 있는 기준 치수와 비교하여 측정하는 방법
1) 블록 게이지 등 표준치수를 가진 것으로 실제 치수와 비교하는 타입과
2) 다이얼게이지, 미니미터 등 컴퍼레이터를 사용하는 것으로 나뉜다

2) 비교측정 특징 (장, 단점)
| 구분 | 특징 |
| 장점 | 측정기를 적당한 위치에 고정시켜, 높은 정밀도의 측정을 비교적 쉽게 할 수 있음 |
| 제품 치수가 고르지 못한 것을 계산 없이 알 수 있음 | |
| 치수의 편차를 기계를 이용, 먼 곳에서 조작할 수 있으며 자동화에 도움이 될 수 있음 | |
| 길이 뿐만 아니라 기하 공차, 면의 각종 모양 측정, 공작기계 정밀도 측정 등 사용 범위가 넓음 | |
| 단점 | 측정 범우이가 좁고 직접 제품의 치수를 읽을 수 없음 |
| 기준 치수인 표준 게이지 (standard guage)가 필요 |
3) 직접 측정 (direct measurement, absolute measurement)
측정한 길이나 각도가 표시되어있는 측정기를 사용, 측정하고자 하는 부품에 직접 접촉하여 눈금을 보는 방법
버니어 켈리퍼스(vernier calipers), 마이크로미터(micrometer), 측장기 등이 있음
(1) 장점
- 측정 범위가 상대적으로 넓음
- 측정물의 실제 치수를 직접 잴 수 있음
- 양이 적고, 종류가 많은 제품을 측정하기 적합
(2) 단점
- 눈금을 잘못 읽을 수 있으며 (시차), 측정하는데 시간이 많이 걸림
- 측정기가 정밀할때는 측정하는데 많은 숙련과 경험이 필요
측정 오차, 정확도(accuracy), 정밀도(precision)
20-3-6 측정 오차에 대하여 설명하시오. 19-1-5 정확도(accuracy), 정밀도(precision), 측정오차에 대하여 설명하시오. 1. 개요 1) 측정오차 개요 측정은 결국 참값을 구하는게 목적이나, 어떤 측정기를 이
romanticdeer.tistory.com
4) 비교측정기 종류
- 블록 게이지 (block guage)
- 다이얼 게이지 (dial guage)
- 보통형 다이얼 게이지
- 레버식 다이얼 게이지 (test indicator)
- 백 플런저형 다이얼 게이지 (back plunger type)
- 기계식 콤퍼레이터 (comparator)
- 단일 레버식 콤퍼레이터
- 복 레버식 콤퍼레이터
- 레버 - 기어식 콤퍼레이터
- 비틀림 박편식 콤퍼레이터
- 광학식 콤퍼레이터
- 광 레버식 콤퍼레이터
- 옵티미터 (optimeter)
- 울트라 옵티미터 (ultra-optimeter)
- 프로젝션 옵티미터 (projections optimeter)
- 광파간섭식 콤퍼레이터
- 기계-광학식 콤퍼레이터
- 레버식
- 에덴 스프링식
- 광 레버식 콤퍼레이터
- 공기마이크로미터
- 배압형
- 유량형
- 진공형
- 전기마이크로미터
- 저항형
- 용량형
- 유도형
- 차동변압기형
2. 비교측정기 구분 및 측정기 별 특징
1) 블록 게이지 (block guage)
게이지 블록, 길이의 기준으로 사용하고 있음
103개 이상의 게이지로 1mm ~ 201mm까지 0.01mm 간격으로 치수를 얻을 수 있음
요한슨형(직사각형), 호크형(구멍뚫린 정사각형), 캐리형(와셔모양) 등이 있음
- 고탄소 크롬강을 많이 사용
- 마멸을 방지하기 위해 크롬카바이드, 텅스텐 카바이드, 세라믹 등으로 제작
(1) 게이지 블록 선택 기준
00급부터 2급이 있으며, 00급일수록 정밀함
2급 : 공작용 (공구 , 절삭 공구의 설치)
1급 : 검사용 (공작용 게이지의 정도 점검, 측정기류의 정도 검사)
0급 : 표준용 (공작용 게이지 블록의 정도 점검, 검사용 게이지 블록의 정도 점검
00급 : 참조용 (표준용 게이지 블록의 정도 점검)
- 필요로 하는 최소 치수의 단계
- 필요로 하는 측정 범위
- 밀착 갯수를 최대한 적게해야함


2) 다이얼 게이지 (dial guage)
다이얼 게이지는 측정자의 직선 또는 원호 운동을 기계적으로 확대하여, 그 움직임을 지침의 회전 변위로 변환시켜 눈금으로 읽을 수 있는 길이 측정기
지침의 회전 범위가 1회전 이상이며, 지침의 회전이 1회전 이하인 것을 지침 측미기라고 함
(1) 특징
- 소형, 경량으로 취급이 용이
- 측정 범위가 넓음
- 눈금과 지침에 의해 읽기 때문에 읽음 오차가 적음
- 연속된 변위량의 측정이 가능함
- 많은 개소의 측정을 동시에 할 수 있음
- 경우에 따라 광범위하게 측정이 가능 (어태치먼트의 사용 등)
(2) 다이얼게이지의 구조 및 종류
① 보통형 다이얼 게이지
일반적으로 다이얼 게이지로 불리우는 것. 0.01mm 단위 다이얼 게이지와, 0.001mm 단위 다이얼 게이지가 있음

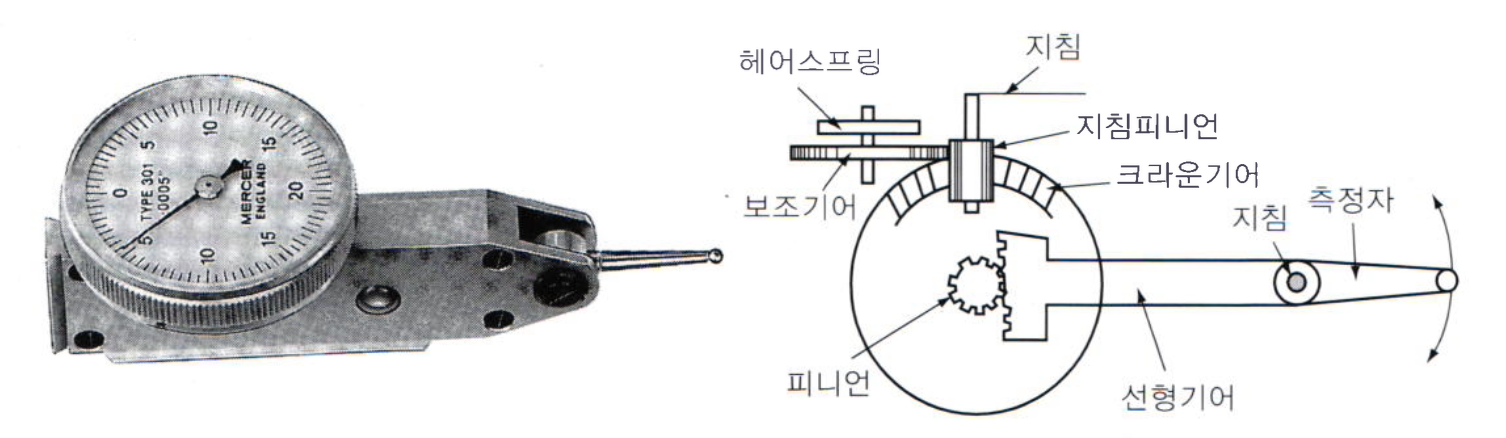
② 레버식 다이얼 게이지
측정자의 회전에 의해 그려지는 원호를 작은 범위의 각도에서 직선 변위로 간주한 것
측정자의 회전 변위가 선형 기어의 회전 운동으로 변환되어 지침 피니언에서 확대되어 치수가 읽힘
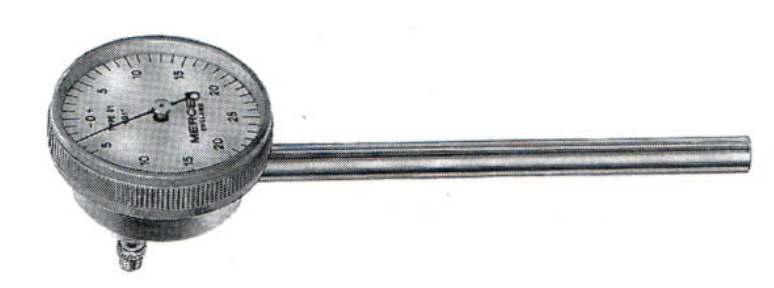
③ 백 플런저형 다이얼 게이지
측정자를 가진 스핀들이 눈금판의 뒷면에 수직으로 위치
스핀들의 상하 운동을 직각인 눈금판에 전달하여 지침을 회전하는 구조
(3) 다이얼게이지의 측정 가능 요소
① 외경, 높이, 두께의 측정
② 깊이의 측정
기준면 대비 깊이 게이지 사용 측정
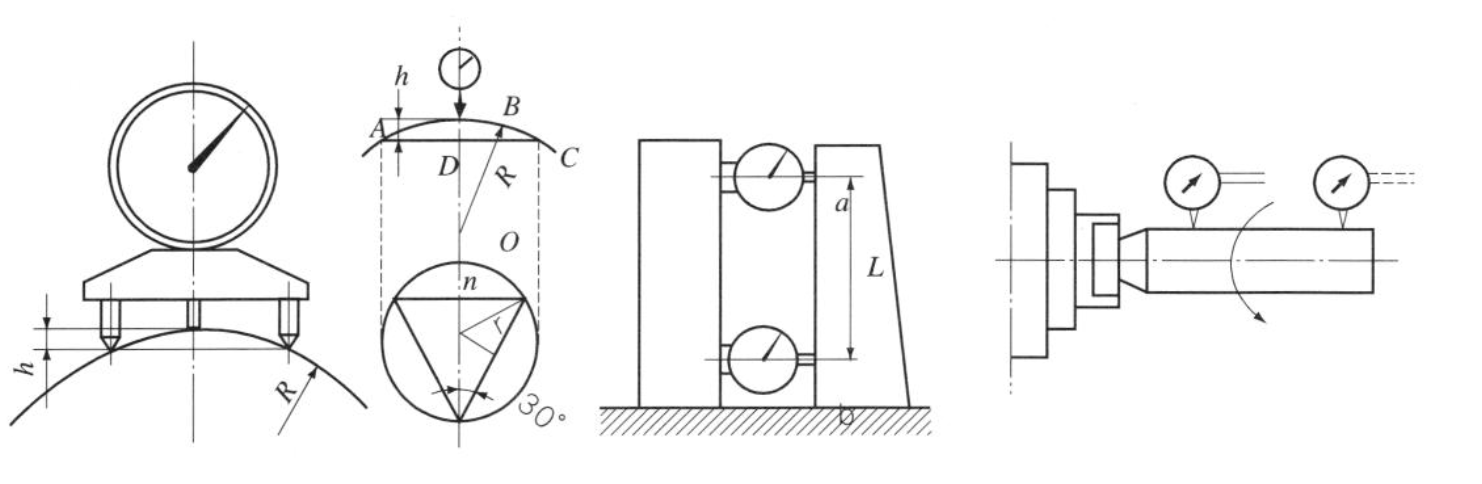
③ 진원도의 측정 (지름법, 삼점법, 반지름법)
지름법 : 다이얼게이지스탠드에 다이얼게이지를 고정시켜 지름의 최대값과 최소값의 차이로 진원도 표시
삼점법 : V블록 위에 피측정물을 올려놓고 정점에 접촉시켜, 피측정물 회전시 흔들림의 최소값과 최대값의 차이로 표시
반지름법 : 피측정물을 양센터 사이에 물려놓고 다이얼게이지를 접촉시켜 피측정물을 회전시켰을때 흔들림의 최대값과 최소값의 차이 표시
④ 안지름의 측정
캠식 실린더 게이지를 이용하여 측정
⑤ 구멍 및 큰 지름의 측정
곡면의 일부 높이를 다이얼게이지로 측정하여 계산으로 곡률 반경을 구함
⑥ 직각도의 측정
다이얼 게이지 2개를 응용하여 직각도 측정
⑦ 흔들림의 측정
스핀들에 테스트바를 끼워 회전시킬때 다이얼게이지의 지침 변위로 흔들림량 측정
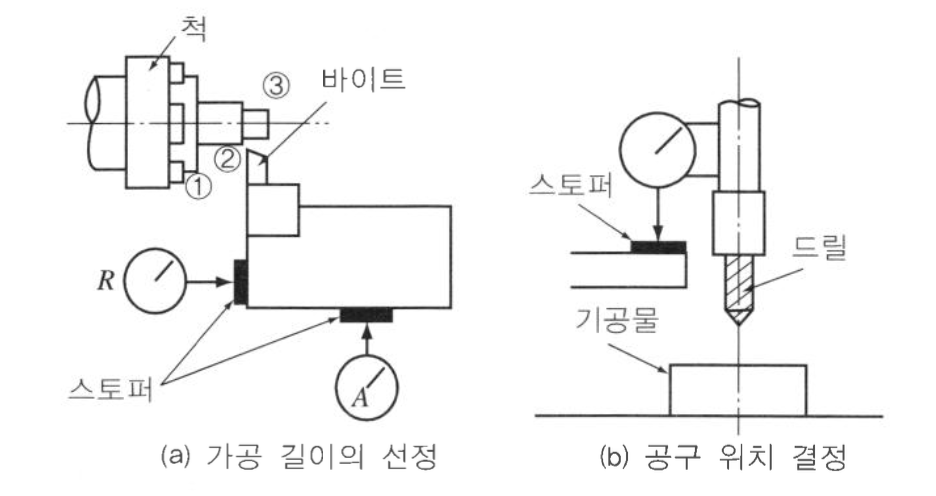
⑧ 가공 길이 및 공구의 위치 결정
다이얼 게이지를 이용하여 이송량 등을 측정함
3) 기계식 콤퍼레이터
콤퍼레이터 (comparator)는 게이지 블록 또는 표준게이지를 기준으로 하여 피측정물의 지름 또는 길이를 비교 결정하는데 사용하는 측정기
표준편과 측정물 사이의 치수차를 요구 정밀도로 읽을 수 있을정도로 확대하여 눈금판 위에 지침으로 지시하든가 기록지 위에 기록
전기식 콤퍼레이터와 공기식 콤퍼레이터가 널리 사용되고 있음
기계식 콤퍼레이터는 지렛대, 기어, 평행 박편 등을 이용해 확대한 것

(1) 특징
- 다른 형식에 비해 염가이다
- 견고하고 구조가 간단하여 외부에서 전기, 공기 등을 공급하지 않아도 됨
- 비교적 운동 부품이 많아 마찰이나 마모가 큼
- 운동부의 백래시 등으로 인해 정밀도가 불량
- 기구의 관성 때문에 진동에 민감
(2) 종류
① 단일 레버식 콤퍼레이터
100배, 1000배 확대식
② 복 레버식 콤퍼레이터
피벗 베어링으로 받쳐진 레버를 2단으로 사용하여 큰 배율을 확보
③ 레버-기어식 콤퍼레이터
레버와 기어의 조합으로 확대 (지랫대의 원리)
④ 비틀림 박편식 콤퍼레이터
비틀림 박편 기구를 이용, 순수 기계적 확대법을 사용한 콤퍼레이터
4) 광학식 콤퍼레이터
측정스핀들의 벼위를 광학적으로 확대하여 지시
광 레버식과 광파 간섭식이 있음
(1) 특징
- 대부분 운동 부품이 적음
- 측정 범위가 넓음
- 고정밀 측정 - 검사실이나 측정실용
- 광레버를 이용 (고정밀 측정)
광 레버(optical lever) : 길이의 미소한 변화를 광선의 진동을 바꿔 확대하는 장치
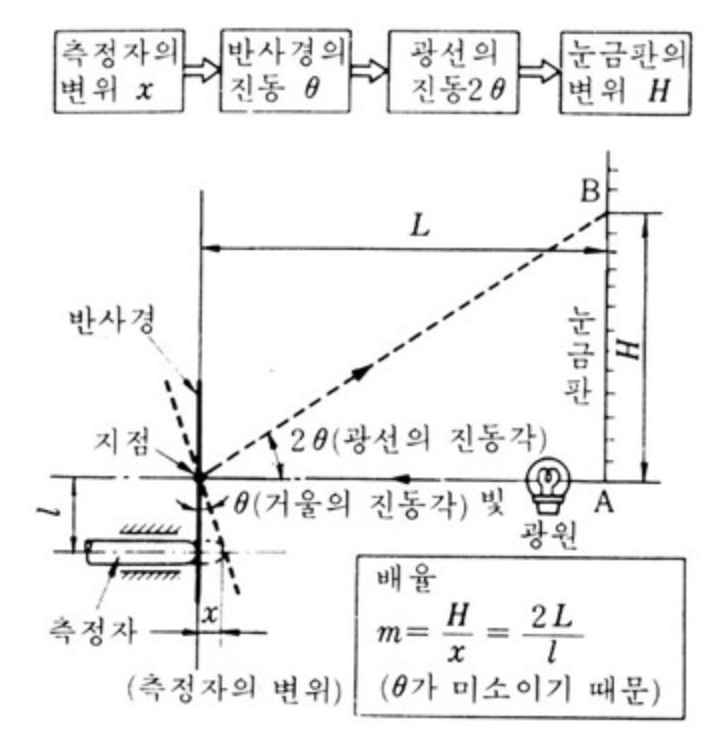
(2) 광 레버식 콤퍼레이터 종류
광학 레버를 이용
게이지 블록의 비교 측정 등 정밀도가 좋은 측정에 사용
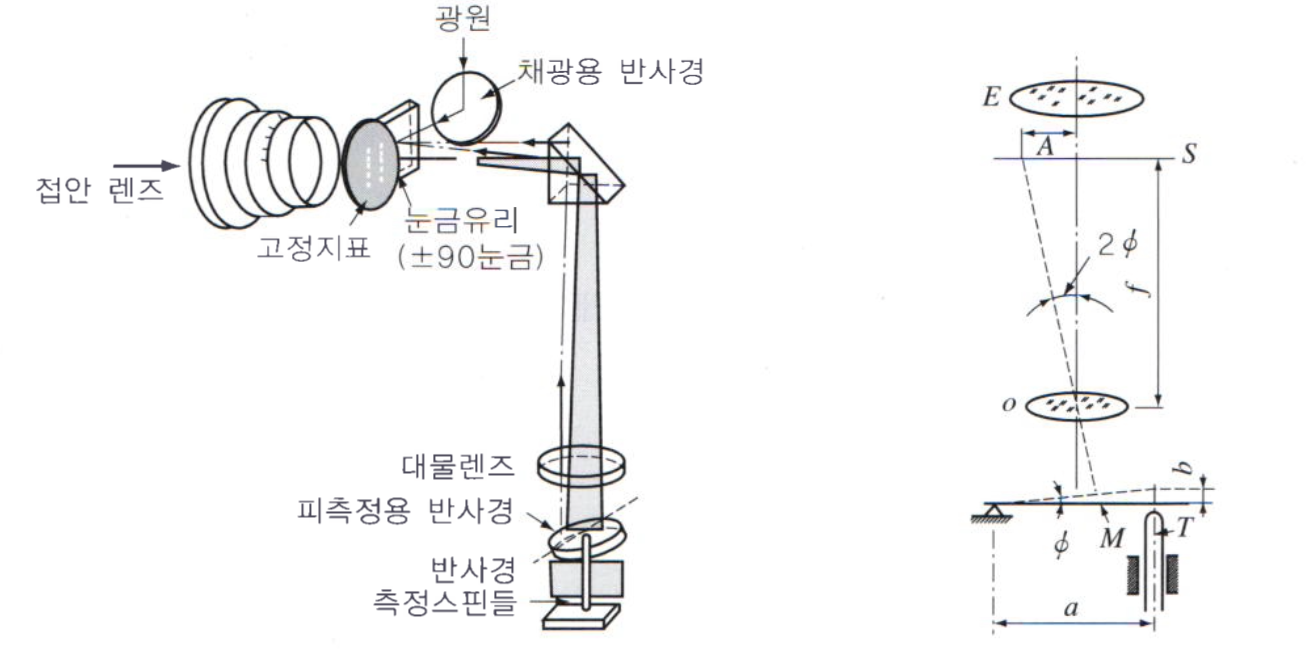
① 옵티미터 (optimeter)
빛 지렛대를 사용, 측정자의 미세한 움직임을 광학적으로 확대
② 울트라 옵티미터( ultra-optimeter)
주로 게이지블록 비교 측정에 사용
최소 눈금은 0.2 미크론, 측정범위는 0.083mm
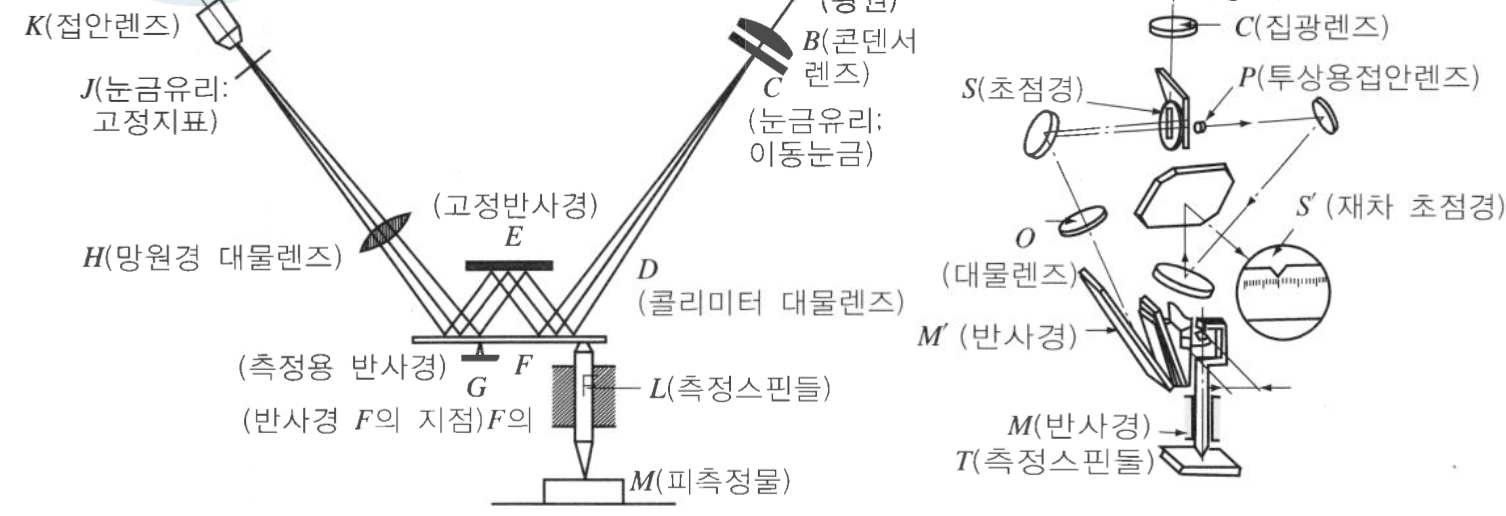
③ 프로젝션 옵티미터 (projection optimeter)
측정 범위는 ±20미크론, 측정력은 약 120gf
(3) 광학간섭식 콤퍼레이터
빛의 등후 간섭의 원리를 이용한 정밀도가 좋은 측정기
등후 간섭의 원리를 통해 표면 거칠기의 측정 등에 사용
등후간섭 : 간섭무늬의 밝고 어두운 정도가 간섭을 일으키는 물체의 두께에 따라 달라지는 간섭을 말한다. 대표적인 예로는 비누방울의 표면 색이 무지개색으로 다양하게 나타나는 것을 들 수 있다. 비누방울의 표면은 얇은 막으로 그 두께가 일정하지 않기 때문에 간섭무늬가 다양하게 나타나는 것이다.
(4) 기계 광학식 콤퍼레이터
기계 및 광학식 확대기구를 조합
기계식 레버, 에덴 스프링, 비틀림 박편등을 사용
광학식 확대기구는 광레버를 사용
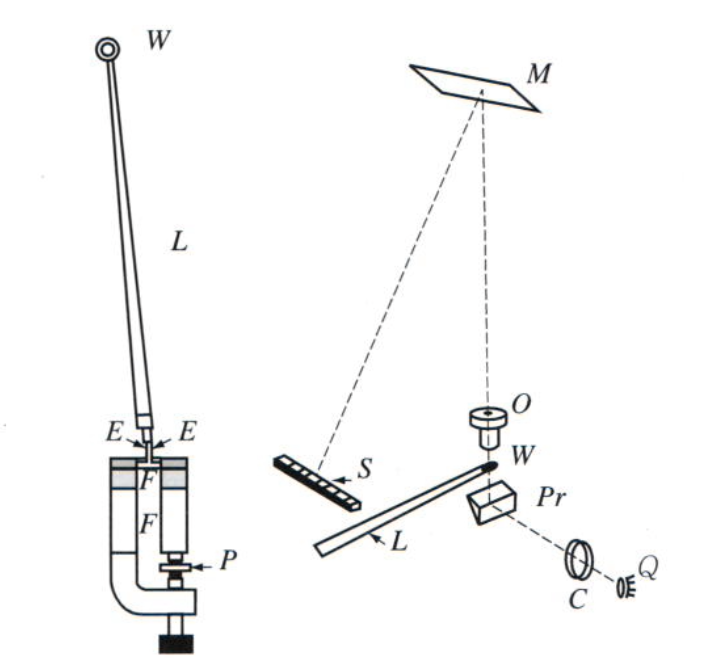
① 레버식
기계 레버와 광 레버의 조합으로 확대
지렛대로 10배, 빛 지랫대로 100배 확대가 되어 전체 1000배 확대가 됨

② 에덴 스프링식
스프링식 확대기구와 광학계로 각각 350배, 500배 확대하여 18000배의 배율을 확보
게이지 블록의 비교에 이용됨
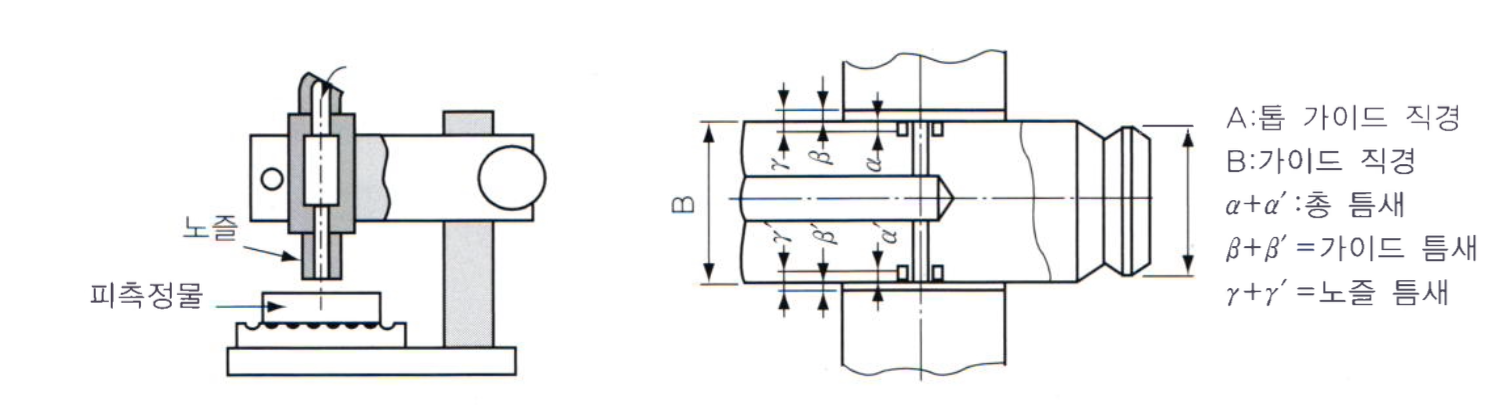
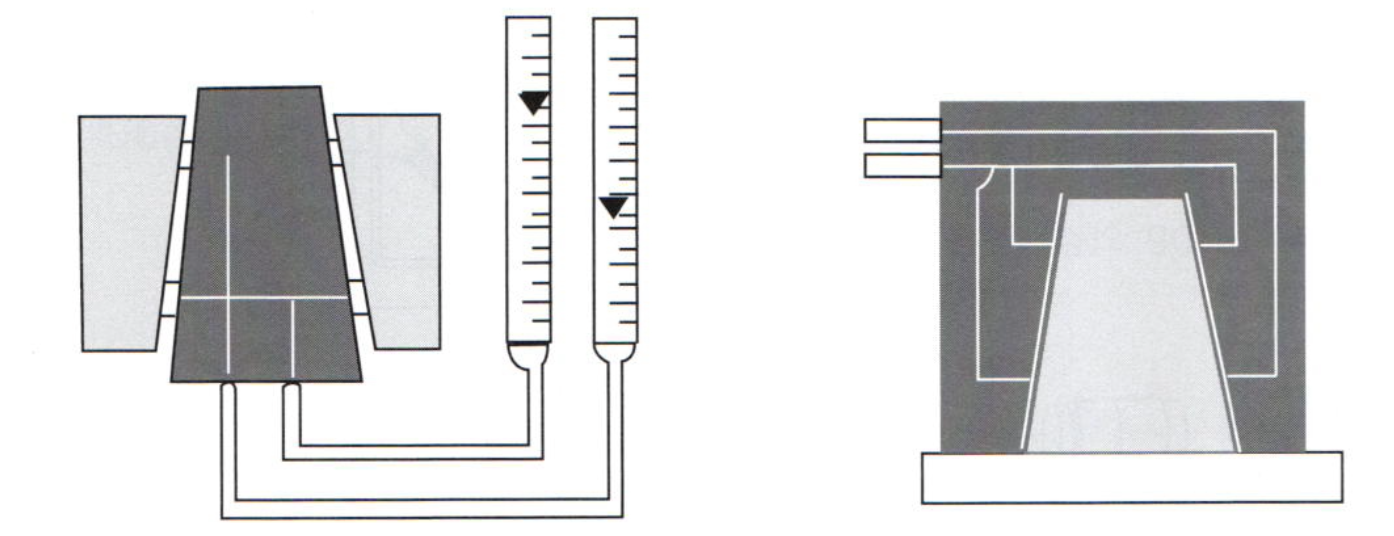
5) 공기 마이크로미터
단위 시간 내에 회로를 흐르는 공기량이 제일 좁은 유출 단면적에 의해 현저하게 영향을 미치게 되는 현상을 이용
흐르는 공기량의 변화로 치수의 차이를 측정함
(피측정물 높이가 상대적으로 낮으면 틈새가 크고, 높이가 높으면 틈새가 작을 것, 이에 따라 공기의 유동량이 달라짐)
배압형, 유량형, 진공형 등이 있으나 유량형과 배압형이 주로 이용됨

(1) 공기 마이크로미터 특징 (장, 단점)
| 구분 | 특징 |
| 장점 | 배율이 1000배에서 40000배까지 다양하게 적용할 수 있음 |
| 측정의 자동화에 이용할 수 있음 | |
| 측정 정밀도가 0.5미크론 이하 (정밀함) | |
| 비측정물에 부착하고 있는 기름이나 먼지를 공기로 불어내 정확한 측정이 가능함 | |
| 내경 측정도 상대적으로 용이함 | |
| 다원 측정 (동시에 여러 치수를 측정)과 자동 측정이 가능함 | |
| 한계 게이지와 달리 치수가 지시됨 | |
| 확대기구에 기구적 요소가 적어 장시간 고정도를 유지함 | |
| 단점 | 전용 측정부를 만들어야하기 때문에 대량생산이 필요함 |
| 노즐이 직접 피측정물에 대향하고 있는 경우 지시 범위가 0.2mm가 한계(이상의 공차는 측정 불가능) | |
| 비교측정이기 때문에 마스터가 필요 | |
| 표면이 거칠면 표면의 골짜기까지 공기가 흘러 일부 보정할 필요가 있음 | |
| 컴프레서 등 측정을 위한 필요 요소가 복잡함 |
(2) 공기 마이크로미터의 측정
① 내경 측정
피측정물의 치수보다 조금 작은 가이드 직경을 넣어 공기 유동량을 측정
② 외경 측정
③ 평균 내경의 측정
④ 등경왜원의 측정
⑤ 테이퍼 측정
측정기도 테이퍼 형상으로 그 두꼐를 측정
⑥ 박판 두께 측정
⑦ 기하공차(진직도, 직각도, 평행도) 측정
⑧ 중심거리 측정
6) 전기 마이크로미터
측정자의 기계적 변위를 전기량으로 변환하여 지시계의 지침 또는 디지털로 표시
저항형, 용량형, 유도형이 있음 (치수 변화에 의한 저항, 용량, 인덕턴스 등의 전기량 변화를 이용)
(1) 전기 마이크로미터 종류
① 저항형
저항선을 이용하여, 이것에 접촉하는 접점을 달고 움직임을 저항값으로 바꿈
전류가 금속도선 중에 흐를때 발생하는 저항의 크기는 금속선의 비저항 및 길이에 비례하고 단면적에 반비례하는 원리를 이용
② 용량형
측정 스핀들이 직접 또는 간접(지렛대를 이용)으로 콘덴서의 한쪽 극판을 움직여 정전용량을 변화
③ 유도형
전등선을 직접 사용하여 측정이 가능해, 매우 편리하고 공장용으로 가장 널리 사용됨
2개의 유도코일을 사용, 측정시 한쪽 코일 브릿지의 불평형으로 정류형 전류계로 지시
(2) 전기 마이크로미터 특징 (장, 단점)
| 구분 | 특징 |
| 장점 | 높은 배율이 얻어짐 (지시범위 0.5미크론, 최소 눈금 0.01미크론 |
| 공기 마이크로미터와 달리 긴 변위 측정도 가능 | |
| 기구적 확대기구가 없어 오차가 적음 | |
| 전압 신호를 이용하기 때문에 연산 측정이 가능함 | |
| 공기 마이크로 미터에 비해 응답속도가 빠름 (소속 측정에 적합) | |
| 디지털 표시가 가능 | |
| 단점 | 주변에 큰 전력을 소모하는 기계가 있을시 영향 |
| 고장시 수리가 어려움 | |
| 기본적으로 접촉식이기 때문에 부드러운 소재는 측정이 어려움 |
(3) 전기 마이크로미터 측정
① 보통의 내, 외경 측정
② 편심 측정
연산형 전기마이크로미터를 이용, 2개의 검출기로 연산하여 측정
③ 두께 측정
돌기나 정반의 먼지 등의 영향 제거 가능
④ 원통도 측정
⑤ 직각도 측정
'Mechanical Engineering Study > 측정' 카테고리의 다른 글
| 아베의 원리 (Abbe's principle) (0) | 2024.06.01 |
|---|---|
| 측정 오차, 정확도(accuracy), 정밀도(precision) (0) | 2024.05.31 |
| 누적공차 (Tolerance Stacks), 공차 누적의 종류 (0) | 2024.05.30 |
| 한계게이지 (limit gauge), 한계게이지 설계, 한계게이지 재료 및 공차 (0) | 2024.05.28 |
| 데이텀 (Datum) (0) | 2024.05.27 |