Contents
<기출>
- 23-2-4 치공구의 3요소 및 치공구의 형태와 특징에 대하여 설명
- 23-3-3 치공구 설계 시 고려되어야 할 사항 중 공작물의 위치결정과 지지방법 및 클램핑 방법에 대하여 설명하시오.
- 22-1-6 6. 공작물의 치수관리란 제품도에서 요구하고 있는 치수를 정확하게 가공될 수 있도록 위치결정면(기준면)과 위치결정구(기준홀)의 위치를 선정하는 공작물 관리를 말한다. 대표적인 치수관리 5가지를 설명하시오.
- 20-1-12 치공구 요소 중 위치결정면, 위치결정구, 클램프에 대하여 설명하시오.
- 19-3-5 치공구의 사용목적을 쓰고, 치공구의 주요 요소를 설명하시오.
- 18-4-5 치공구의 주요요소를 설명하고, 치공구 사용상 장점에 대하여 설명하시오.
- 13-1-13 각종 치공구에서 공작물을 클램핑(clamping)할 때의 주의사항 6가지를 설명하시오
1. 개요
1) 치공구 정의
치공구는 수량이 많은 부품을 허용공차 범위 내로 정확하기 가공하는데 사용하는 생산용 특수공구
제품을 가공하거나 제작, 조립 및 검사작업시 가장 효율적으로 작업하기 위한 보조도구
지그(Jig)와 고정구/치구(fixture)로 나눌 수 있으며 이들을 치공구 혹은 치구라고 함 (확실히 구분할 수는 없음)
지그와 치구는 생산작업을 할 때 공작물의 위치를 잡아주거나 공구를 공작물에 안내하는 역할, 공작물의 투입이나 클램프 기능을 하며 이러한 보조기구들을 통칭하여 치공구라 함
(1) 지그 (Jig)
공작물을 위치결정 (locating), 고정 (clamping), 지지 (supporting)하거나 공작물을 잡거나 부착 사용하는 특수장치
공구를 공작물에 안내하는 부시 (bush)가 포함되면 지그임
(2) 고정구, 치구 (fixture)
공작물에 공구를 안내하는 부시 기능은 없으나 셋트 블록(set block)과 틈새 게이지 (feeler gage)로 공구의 정확한 위치 안내 장치를 포함하면 고정구라 함
2) 치공구의 역할
- 공작물의 위치 고정
- 공구를 공작물에 안내
- 공작물의 투입 보조
- 클램프(clamp) 기능
3) 치공구 사용 장점 / 적용 효과
<치공구 사용 목적>
효율적으로 제품을 생산하는 것 : 제품을 빨리 제작하면서, 품질은 좋게, 생산원가는 최소화 (품질, 비용, 납기)
① 제품의 정밀도가 향상되고, 호환성을 지님 (가공정밀도 향상, 제품을 균일하게 함)
② 작업 공정을 줄일 수 있고 작업 시간을 최소화시킴
③ 미숙련자도 정밀 작업이 가능함 (작업의 숙련도를 최소화)
④ 제품을 검사하는 시간이나 방법을 간단히 할 수 있음
⑤ 제품의 불량을 줄이고 생산 능력을 향상시킴 (불량율 감소)
⑥ 작업자의 작업 여건을 개선하고(작업자 피로 감소) 노무 관리를 단순화할 수 있음
⑦ 작업안전도를 증대
⑧ 재료를 절약하고 공구의 파손을 최소화시킴 (재료비 감소)
⑨ 특수 가공 감소 : 별도의 특수기계나 특수 공구가 불필요함
⑩ 공구 수명 연장
4) 치공구 설계시 고려사항 / 유의사항
<치공구 설계시 고려사항 5M + 생산량>
① 해당 치공구를 이용할 생산량 (Production Volume)
② 원재료 (Material)
③ 생산기계 (Machine)
④ 인력 (Man Power)
⑤ 관리방법 (Method)
⑥ 비용 (Cost, Money)
① 생산품의 수량과 납기를 고려할 것
② 치공구의 구조는 최대한 단순화시킬 것 (스패너, 핀, 쐐기, 해머와 같이 여러 부품을 같이 사용하지 않을 것)
③ 치공구의 공용화를 검토하고 유지보수 방안을 검토할 것
④ 규격품이 있을 경우 반드시 규격품을 적용할 것
⑤ 충분히 강도를 가질 것
⑥ 경량화 : 최대한 가볍게 설계할 것
⑦ 작동 메커니즘 단순화 : 치공구의 조작이 쉽고 조작시간이 짧도록 설계할 것
⑧ 가능하면 치공구로 측정도 가능할 것
⑨ 칩이나 절삭유가 쉽게 빠질 수 있도록 설계할 것
⑩ 클램핑 압력은 위치결정면에 작용할 수 있도록 설계할 것
⑪ 클램핑 위치 결정시 기준면에 오차를 줄 수 있는 위치는 피할 것
⑫ 다른 공구 없이 치공구만으로 설치가 가능할 것
⑬ 손익분기점 고려, 제조원가를 고려할 것, 적절한 공차를 적용하여 제작비용을 줄일 것 (제품 공차의 2~50%)
⑭ 정밀도가 요구되는 부분만 가공하도록 설계할 것
⑮ 강도와 무게, 원가, 구매조건을 고려하여 재질을 선정할 것

5) 치공구 분류 (용도에 따른 분류)
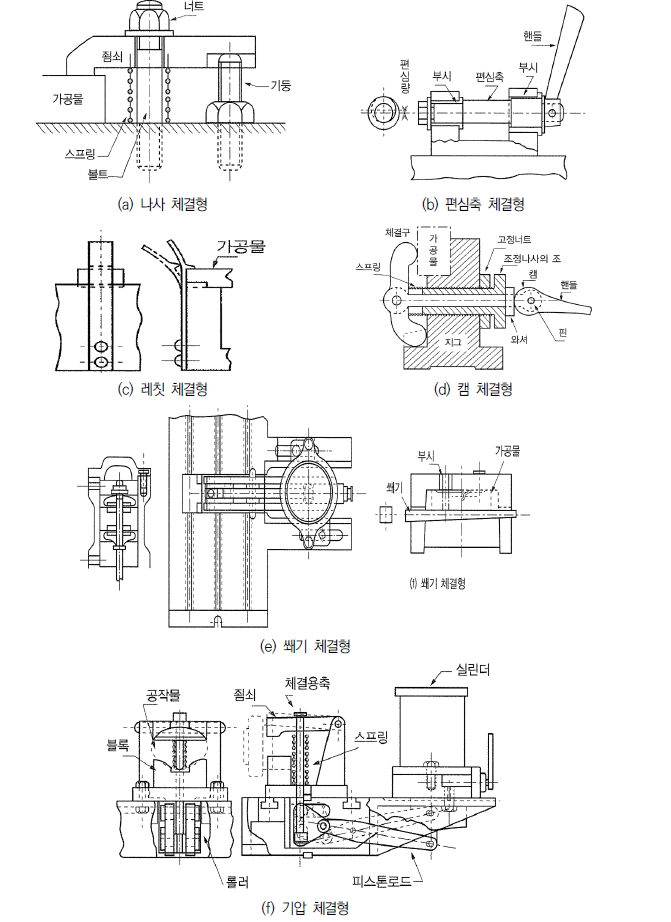
외형에 따라 분류시 판형, 개방형, 둘러싸기형, 분할형, 바이스형, 교대형, 척형, 연속형, 모방형으로 구분 가능
기구학적 메커니즘에 따라 분류시 나사, 캠, 편심축, 척, 기압, 쐐기 체결형으로 구분 가능
① 기계가공용 치공구
밀링머신, 드릴링머신, 선반, 그라인딩 머신 등과 같이 사용하는 치공구
드릴머신, 연삭기, 밀링머신, 플레이너, 선반용, 셰이퍼, 보링머신 등
② 조립용 치공구
나사 결합, 프레스 압입, 접착 등과 같이 조립과 관련
③ 용접용 치공구
용접시 위치 결정, 자세고정, 풀림 방지 작업 등
④ 검사용 치공구
부품 검사, 부품 측정, 재료 시험 작업 등
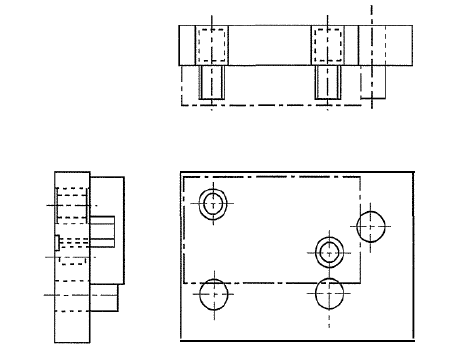
6) 고정구 분류
- 플레이트 고정구 (plate fixture)
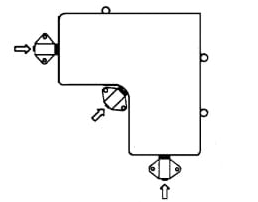
- 앵글 플레이트 고정구 (angle plate fixture)
- 바이스 죠 고정구 (vise jaw fixture)
- 분할 고정구 (indexing fixture)
- 총형 고정구 (profiling fixture)
- 모듈러 고정구 (modular fixture)
- 멀티스테이션 고정구 (multistation fixture)


2. 치공구의 3요소
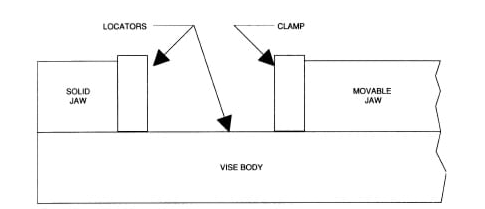
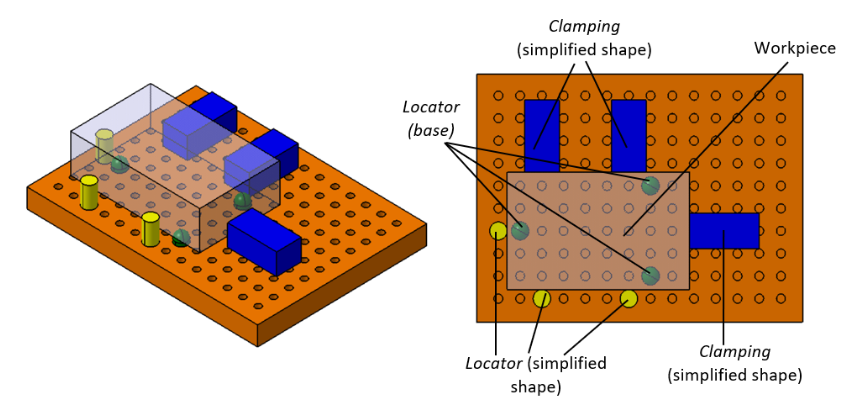
치공구의 가장 큰 3요소는 위치결정면, 위치결정구(Locator), 클램프(clamp)다
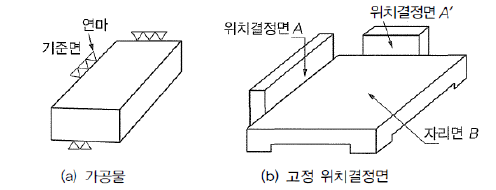
1) 위치결정면
제품의 생산작업시 제작품이 X, Y, Z축 방향으로 이동하지 못하도록 하는 역할 (고정)
기준면은 주로 밑면을 사용 (중력방향)
<기준면 선정 기준>
1. 가공물의 밑면
2. 가공물의 옆면
3. 가공물의 구멍을 사용하여 지지함으로써 안정시킬 수 있는 경우 그 구멍 면을 기준면으로
4. 넓은 평면 부분을 기준면으로
5. 가장 고정밀도를 필요하는 부분을 기준면으로 \
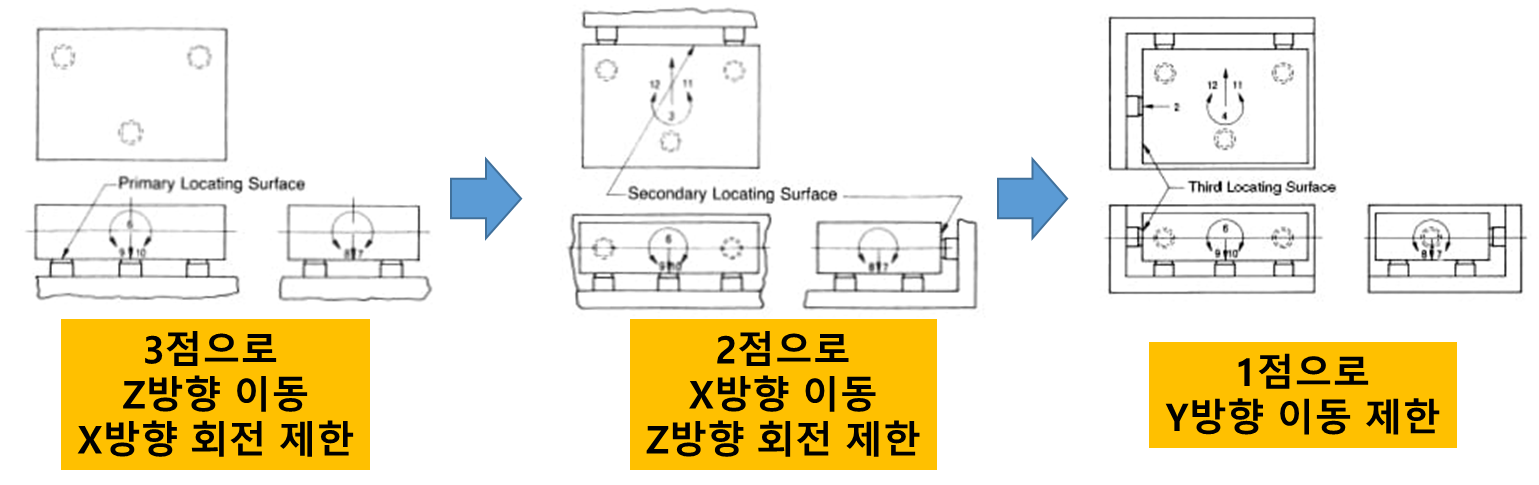
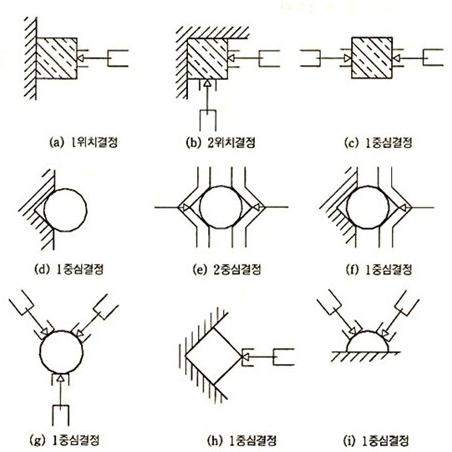
위치결정법의 방법으로는 가장 대표적으로 3-2-1 위치결정법이 사용됨
- 일반적으로 밑면을 기준면으로 선정
- 3차원 상태에서 공작물의 6개 방향 움직임을 제한하기 위해 X,Y,Z방향 3개의 위치결정면이 필요
(해당 면 기준으로 움직임을 제한) - 나머지 6개 방향의 움직임은 고정력으로 제한 (X축 이동, Y축 이동, Z축 이동, X축 회전, Y축 회전, Z축 회전)
- 위치결정면의 정밀도가 상당히 높아야함
- 치공구의 위치결정면에 접촉되는 가공물의 면도 같은 정밀도로 다듬질이 되어야함
(잘 다듬질이 된 면을 가공물의 기준면이라 부름) - 기준면은 가공공차 이내로 다듬질되어야함 (거친 다듬질용은 거친 표면을 기준면으로 할 수 있음)
- 적당한 면이 없을 경우 떼어네기 보스를 일부러 만든다음 고정한 후 가공 종료하면 잘라버림
(재료가 낭비되서 적합하지 않음) - 가공하는 동안 기준면을 바꾸지 않도록 함 (누적오차가 생기므로 기준면에 일관성 유지 필요)
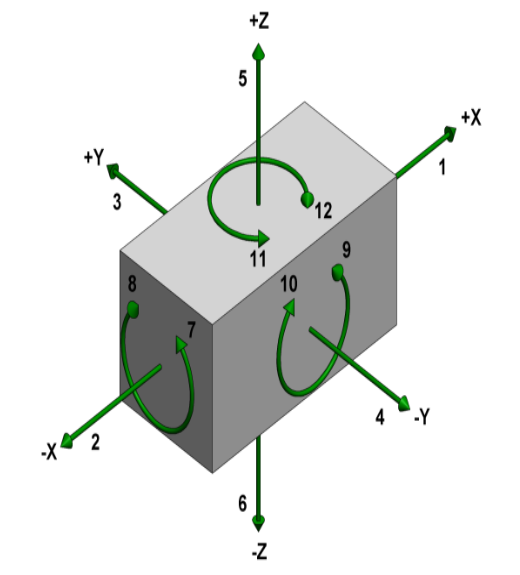
3-2-1 위치결정법
3점이 한 평면을 구성하기 때문에 먼저 3점으로 평면 제한
2점으로 다른 한쪽 면 제한
1점으로 나머지 한쪽면 제한
남은 자유도인 Z방향 이동 / X방향 이동 / Y방향 이동은 위치결정구(Locator)로 고정
면 세개를 안쓰고 툴링핀이나 단을 사용해서 고정할 수도 있음
(툴링핀 1개와 단 2개를 사용하면 위치, 회전 유동 방지 / 툴링핀 2개 사용시 위치, 회전 유동 방)
2) 위치결정구 (locator)
제품의 생산 작업시 제작품이 회전 / 이동하지 못하도록 함
모양이 간단한 것은 고정형으로 위치결정, 복잡한 것은 조절하여 사용
조절형에는 가동멈춤쇠, 핀, 볼트등은 사용하지 않음
위치결정구는
1) 마모에 잘 견뎌야하고
2) 교환이 가능해야하고
3) 공작물과의 접촉부위가 보이도록 설계해야하고
4) 위치결정구의 청소가 용이해야하며 칩에 대한 보호를 고려해야함
위치결정구는
1) 위치결정구의 윗면은 칩이나 먼지의 영향이 없도록 공작물로 덮어야하며
2) 주물 등의 흑피면을 위치결정할 떄는 조절이 가능한 위치 결정구를 택하는게 좋음 (항상 다름)
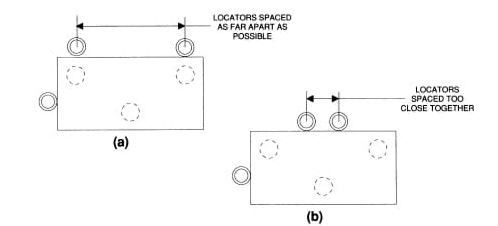
3) 위치결정구의 설치는 가능한 멀리 설치하고 절삭력이나 클램핑력은 위치결정구의 위에 작용하도록 함
4) 위치결정구는 마모가 있을 수 있으므로 교환이 가능해야함
5) 위치결정구는 공작물의 변형에 대한 여유를 고려하여 설치함
6) 서로 교차하는 두 면으로 위치결정을 할 경우 교선 부분에 칩 홈을 만듬
7) 칩이나 먼지가 누적될 수 있을 경우 위치결정구의 윗면에 빠짐홈을 만들어 배출을 유도함
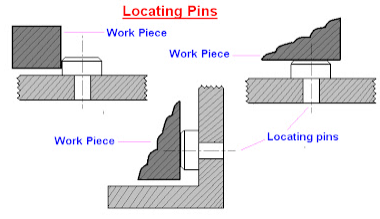
- 일반적으로 공작물의 측면이나 구멍에 위치결정핀을 설치 (이를 위치결정구라 함)
- 제품의 품질과 직접 관련이 있으므로 신중하게 고려 필요

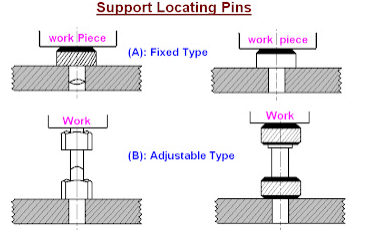
(1) 고정형 위치결정구
확고하게 고정이 되어있는 위치결정구
내마모성이 요구되므로 열처리하여 연삭, 래핑 등에 의하여 높은 정밀도가 유지되어야 공작물의 정밀도를 높일 수 있음
홀과 핀으로 구성되는 경우가 많고 나사를 이용
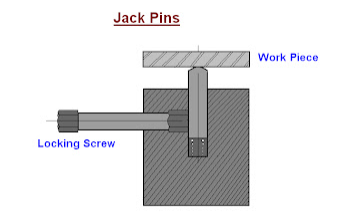
① 나사를 사용한 잭에 의한 지지
나사를 직접 사용, 캠을 중간에 넣은 것으로 구분
(2) 조절형 위치결정구 (Adjustable Locator)
기준 공차 또는 이미 규정된 공차를 초과한 소재를 위치결정할때 사용
마모나 부주의에 의한 고정구의 치수변화를 위해 조절할 경우 사용
하나의 고정구로써 하나의 크기가 아닌 여러 크기의 공작물을 위치결정할 경우 사용
스프링, 슬롯탭을 이용
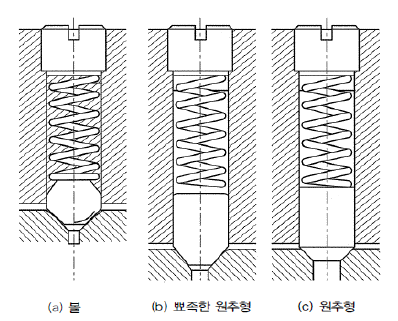
① 스프링을 사용한 지지
스프링잭에 의한 지지가 일반적
가공물의 자중에 의한 휨을 보정하는 역할, 뚫은 부분의 휨을 방지하는 역할(드릴링시)
되도록 면을 사용하지 않는 것이 좋음 (가공 중 헐거움 발생으로 불량품 생산 가능)
면을 사용하기보다 풀림방지 나사나 너트 등을 활용
(3) 지지구 (supprot)
공작물을 클램핑하고 기계가공할 때 작용하는 모든 힘에 대하여 견고한 기계적 지지가 불충분할 수 있는데 이때 충분한 기계적 안정을 위해 추가되는 요소가 지지구(support) : 과구속 개념
일반적으로 나사와 플런저, 스프링과 쐐기, 공유압 작동 플런저 등 기계적 관리를 위해 사용됨
<공작물과 지지구가 정확히 접촉되지 않을 경우>
- 공작물이 접촉하지 않아 지지구가 불필요해짐 (걍 떠있음)
- 오히려 지지구가 위치결정구 역할을 하게 됨 (오차 발생)
- 공작물에 큰 힘이 작용할 경우 공작물에 변위가 발생되어 위치 결정구가 큰 힘을 받게 됨
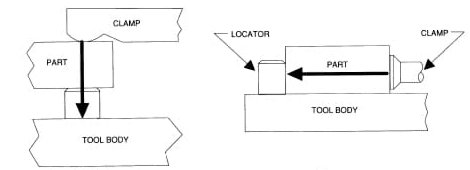
3) 클램프 (clamp)
제품의 생산작업시 공작물을 잡아주는 역할을 함
- 위치결정구 반대편에서 공작물의 움직임을 제한
- 6개 방향의 움직임을 제한함 (기본적으로 움직임 제한은 위치결정구가 제한함, 클램프는 보조)
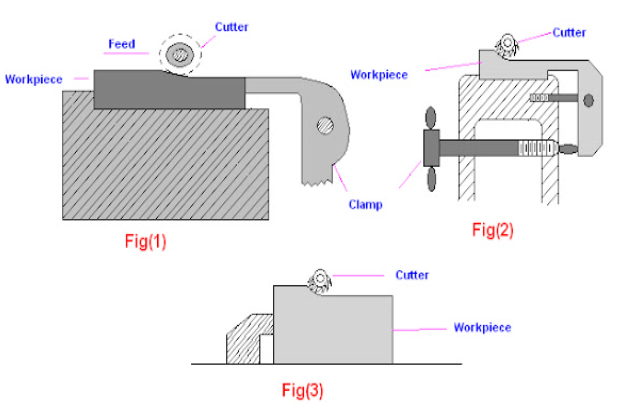
- 절삭력이나 공구력 등에 휨이나 뒤틀림이 생기지 않도록 주의
- 얇은 공작물에 변형이나 기계가공면에 상처가 생기지 않도록 조심해야함
- 절삭력은 지그의 반대 방향 (절삭력을 막아주는 지그 형상이 있어야함)
- 클램프는 가능한 툴과 가장 가까워야함
- 조작이 간편해야함
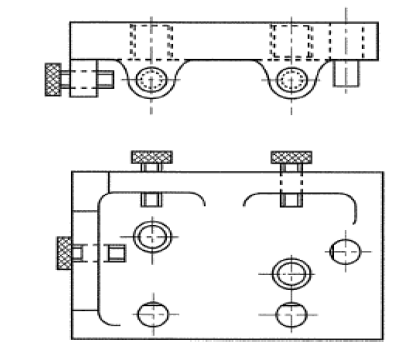
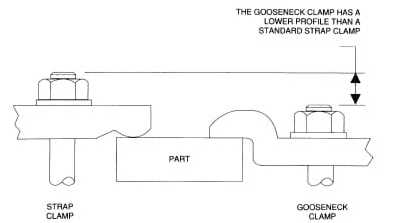
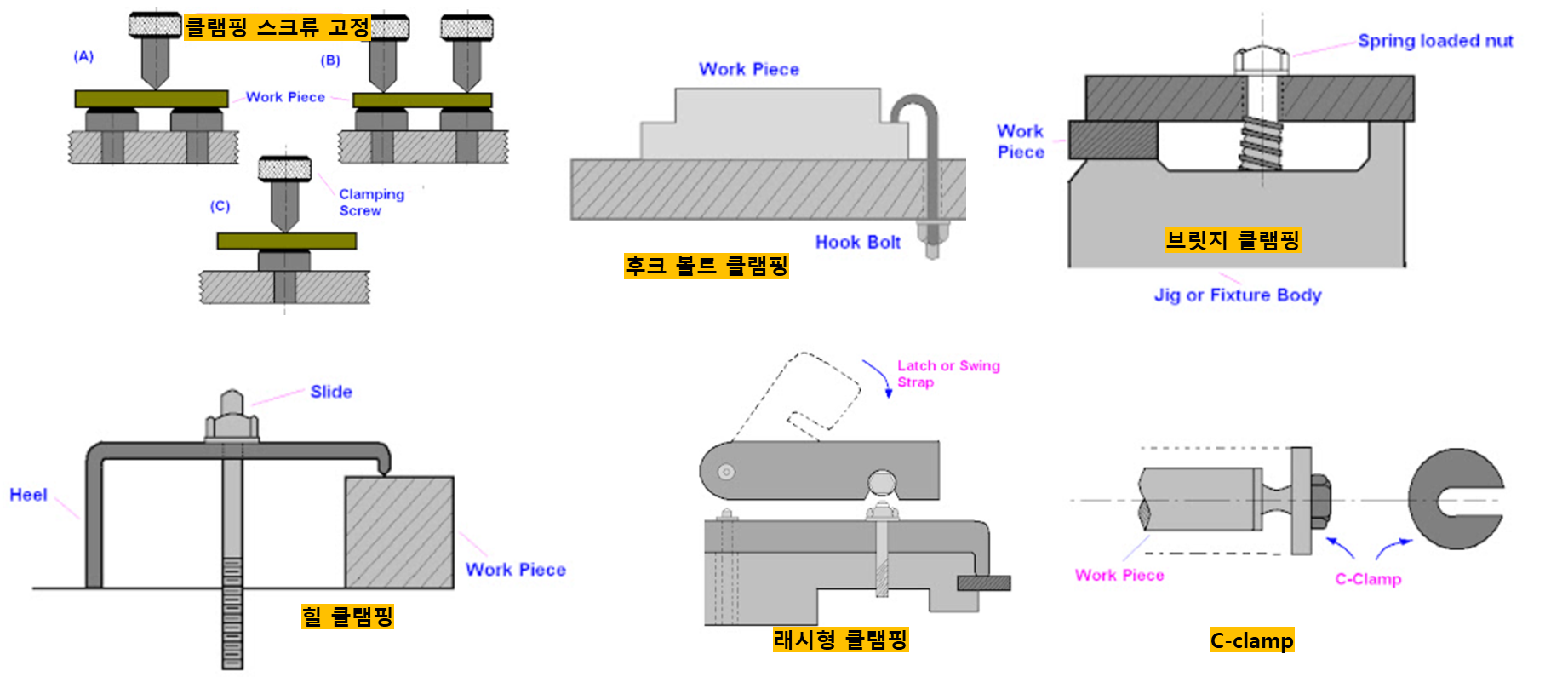
(1) 클램프 종류
- 클램핑 스크류
- 후크 볼트 클램핑
- 브릿지 클램핑
- 힐 클램핑
- 래치형 클램핑
- C-클램프
3. 고찰
1) 공작물의 위치 변위 발생 요소
- 바이스에 공작물의 고정을 단단히 하지 않음
- 부품에 모따기를 제대로 하지 않음
- 부품 자체가 규정된 공차에 맞지 않게 가공
- 부품에 변형이 생겨 찌그러짐이 발생
- 위치결정구의 배치가 위치결정원리와 다를경우
'Mechanical Engineering Study > 치공구' 카테고리의 다른 글
| 치공구 - 치수관리, 공작물치수관리(Dimensional Control) (0) | 2024.06.19 |
|---|