Contents

1. 개요
1) 고속도강 (HSS) 정의
고속절삭시 온도 상승에 따라 경도, 강도가 떨어지는 것을 방지하고자 Co, Mo 등을 다량 첨가하여 고온 경도를 유지
고탄소강 + 탄화물 형성 원소 (W, Cr, V, Mo, Co) + Q&T
합금공구강 대비(W, Cr, V) Co, Mo 등을 다량 함유하고 있는 고합금강
절삭공구재료로 적당하여 금속가공용으로 가장 많이 사용되며, 대표적인 것은 18%W, 4%Cr, 1%V의 18-4-1형임
2) 고속도강 특징
담금질 후 뜨임하면 HRC 65까지 올라가 충분한 경도를 유지하며, 단속 절삭을 버티는 강인성을 가지고 있음
또한, 자경성이 있어 경화가 용이하며, 고속도로 절삭시 절삭온도상승에 상당히 강함 (고온경도 약 600도 한계)
Co는 오스테나이트 조직에 고용되어 담금질에 의해 오스테나이트를 다량으로 잔류시켜 경도를 감소.
고속도강에서 2차 경화는 담금질 상태에서 잔류 오스테나이트가 탄화물을 석출하여 마르텐사이트로 변태
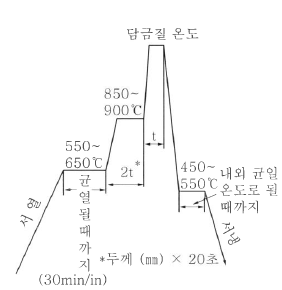
담금질 된 고속도 공구가은 (담금질온도에서 유지 후 250-300도까지 유냉 후 인상, 공랭 (인상담금질)
열욕담금질시 열욕 온도는 450-550도, 도달시 인상하여 공랭
- W (텅스텐)
많아질수록 복탄화물의 양이 증가함. 18-4-1형 기준 기지 중 7%, 탄화물의 형태로 (WC) 약 11% 정도로 구성되어있음
내마모성이 증가하나 인성이 감소, 절삭성은 많으수록 향상되나 12% 이상되면 변화가 없고 너무 많아지면 저하됨 - Mo (몰리브덴)
복탄화물 형성, 원자량이 텅스텐의 절반이라 2배의 효과. 다량으로 사용시 조직을 크게하여 취성을 갖게 되므로 1% 이하 첨가 - Cr (크로뮴)
담금질 경화능을 향상시켜 자경성을 나타나게 하고, 탄화물을 형성하여 경도를 증대. - V (바나듐)
탄화물 형성 (VC), 표면 탈탄을 적게 하고 충분한 인성 부여.
강재 분류; 탄소강, 합금강, 특수강, 비조질강, 조질강, 듀얼페이스강, 스테인리스 강(듀플렉스강
철강재료탄소강탈산 정도에 따른 탄소강 킬드강림드강세미킬드강구조용 압연강용접구조용 강재고장력강기계구조용탄소강 공구강탄소공구강 합금공구강 (alloy tool steel) 고속도공구강, 고속
romanticdeer.tistory.com
공구 재료, 절삭 공구 재료, 공구 코팅, 구비조건, 초경합금, 소결 카바이드, 피복방법 (CVD, PVD)
22-4-2 절삭공구재료의 구비조건 및 공구재료의 종류별 특징을 설명하시오21-4-4 절삭 공구 재료 중 고속도강, WC, Ceramics, CBN, Diamond에 대하여 설명하시오.20-1-7 절삭공구의 재료 구비 조건을 5가지만
romanticdeer.tistory.com
3) 고속도공구강의 종류 (KS D 3522 ; 고속도 공구강 강재)
W계와 Co계, Mo계로 구분 가능함
- W계 고속도 공구강
고속도 공구강의 표준형, 18-4-1형 Or 18-4-2형 의미
풀림처리를 하면 경도가 낮아지게 되고 기계공작이 쉬워 공구 제작 용이성이 증대
적당히 담금질 후 뜨임처리시 고온경도를 높이고 내마못어을 크게 향상시킴
풀림온도는 880 - 900도,담금질온도는 1250 - 1300도에서 유냉이 좋으나 600도 이후부터는 공기중에서 서냉하거나 항온 담금질 하여도 좋음 - Co 고속도 공구강
담금질 후 뜨임경도가 크게 증가. 단조가 곤란하고 균열이 생기기 쉬움 - Mo 고속도 공구강
Mo 4 ~ 10% 첨가. (그만큼 텅스텐 양을 줄임). 탈탄이나 Mo 휘발을 막기 위해 염욕 가열이 필요

| 분류 | 기호 |
| 텅스텐계 고속도 공구강 강재 | SKH2 SKH3 SKH4 SKH10 |
| 분말야금 몰리브데넘계 고속도 공구강 강재 | SKH40 |
| 몰리브데넘계 고속도 공구강 강재 | SKH50 SKH51 SKH52 SKH53 SKH54 SKH55 SKH56 SKH57 SKH58 SKH59 |
2. 고속도강 열처리
1) 열처리 방법
(1) 고속도강 열처리 기본 원리, 담금질
기본적인 원리는, 담금질시 탄화물의 고용에 의해 기지에 C, Cr, W, Mo, V 등의 우너소가 다량으로 고용해있는데, 이들이 템퍼링시 극히 미세한 탄화물로 석출하여 2차 경화 현상을 일으킴
담금질 온도가 높으면 탄화물의 고용량이 증가하고 2차 경화의 정도도 커지기 때문에, 가능한 많은 탄화물을 고용하는 온도에서 담금질을 실시하며 이는 고속도 공구강의 담금질 온도가 다른 공구강에 비해 높은 이유
열처리는 1250도에서 담금질 후, 550 - 580도에서 뜨임처리하여 2차 경화
2차 경화는 석출 경화, 잔류 오스테나이트의 마르텐사이트 변태로 발생한다
(석출경화형 탄화물 : W2C, W4C3, Mo2C 등)
고속도공구강은 다량의 합금원소를 포함하여 열전도율이 작아 충분한 예열이 필요함
(예열 생략시 균열 및 변형 위험 높음)
템퍼링시 2차 경화가 나타나는 것을 알 수 있음 (아래 그래프)

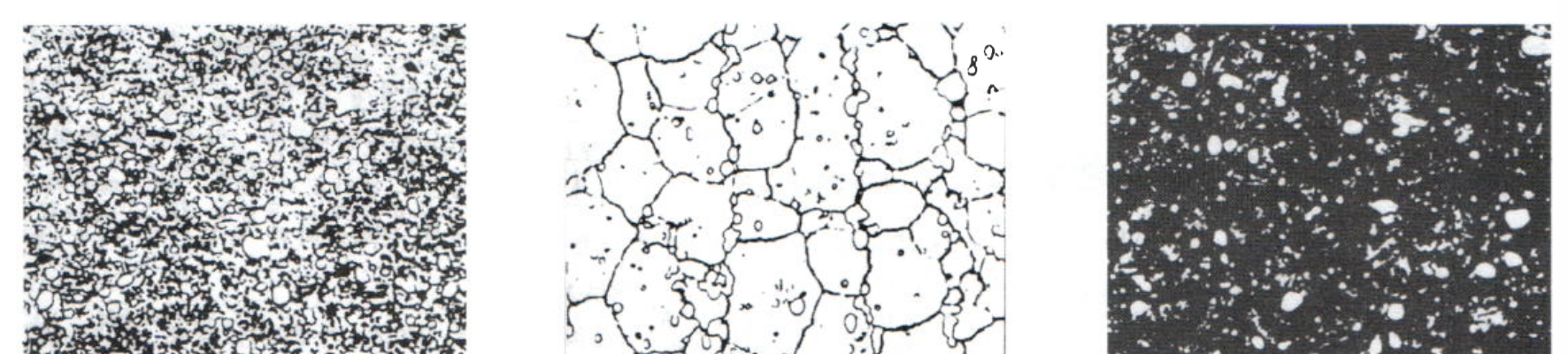
- 풀림처리 : 기지는 페라이트이며, 백립은 복탄화물임
- 담금질처리 : 1200도에서 담금질, 마르텐사이트 탄화물과 잔류 오스테나이트
- 담금질 후 템퍼링처리 : 기지는 템퍼드 마르텐사이트, 백립은 복탄화물
(2) 템퍼링
담금질 후 고속도공구강은 약 6-70%의 마르텐사이트, 2-30%의 잔류오스테나이트, 5-15%의 용해되지 않은 탄화물로 구성되어있는데, 이 상태는 상당히 취약하고(여리고) 내부 응력이 높아 템퍼링에 의해 충분한 경도와 강도, 인성, 내역성을 갖게 해서 절삭 내구력을 갖게 해야함
템퍼링시 2차 경화가 발생하는데, 해당 원인은
1) C, Cr, W, Mo, V 등을 과포화로 고용한 기지(matrix)에서 미세한 합금 탄화물이 석출되어 석출경화(격자 왜곡에 의한)와 분산 강화가 발생하는 것이며
2) 잔류 오스테나이트가 분해되어 조직의 안정화, 마르텐사이트의 형성으로 경화가 생김
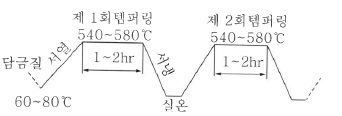
템퍼링온도는 약 540 - 580도로, 최종 공구경도는 HRC 64-67 수준임
템퍼링은 반복할수록 잔류오스테나이트가 줄어든다
따라서, 표준 템퍼링 횟수는, Co를 포함하지 않는 것은 2회, Co를 5% 이상 포함한 것은 3회 이상을 표준으로 한다
금속 조직별 일반적인 기계적 성질, 자성차이 - 마르텐사이트, 오스테나이트, 페라이트, 펄라이
1. 개요 1) 철금속 정의 철금속은 철을 주성분으로 하는 금속재료를 총징, 순철, 탄소강, 특수강, 주철 등에 해당 일반적으로 광택을 가지고 있고 고체상태에서 결정구조를 가지며 상온에서 고
romanticdeer.tistory.com
2) 담금질 온도 상승에 따른 변화
담금질 온도가 상승함에 따라 복탄화물의 고용이 증가하고 결정립 조대화와 잔류오스테나이트가 증가한다
적당하게 담금질된 고속도강의 담금질경도는 HRC60-63으로, 해당 영역에 들어오지 않으면 담금질 온도가 낮거나 유지시간이 짧은 경우임. 담금질이 부족하면 템퍼링시 경도가 상당히 감소함
펀치 및 다이스의 경우 충격에 버티기 위해 담금질보다 낮은 1200도 이하의 온도가 채용되는데, 이를 언더하드닝 (under hardening)이라 하며, 인성을 높이는 방법임 (SKH 51 기준 1160-1180도가 일반적)
- 탄화물 고용량이 증대하여 기지중 합금원소 증가
- 오스테나이트 결정립 조대화
- 잔류오스테나이트 증가
- 템퍼링 저항치가 증대
- 고온경도가 커짐
- 인성 저하
금속의 강화기구, 금속조직(결정립) 미세화 방안, 석출강화, 고용체강화, 가공경화
금속 22-2-6 금속재료의 강도를 증가시키는 방법 중 전위의 움직임을 제한하여 실용금속의 강화 수단으로 사용하는 방법을 5가지만 쓰고 설명하시오.금속 14-2-1 금속의 강화기구를 설명하시오 금
romanticdeer.tistory.com
금속의 표면경화법 정리, 금속의 강화기구, 표면처리
금속 22-2-6 금속재료의 강도를 증가시키는 방법 중 전위의 움직임을 제한하여 실용금속의 강화 수단으로 사용하는 방법을 5가지만 쓰고 설명하시오.금속 21-4-3 금속의 표면경화법 중 금속침투법
romanticdeer.tistory.com
철강재료의 선정요령, 선정 방법
1. 청강재료의 선정요령, 선정 방법1) 철강재료 선정과 고려사항① 각 기계부품에 요구되는 기능을 분석하여 하중 종류의 크기와 부하조건으로부터 강도나 그밖의 기계적 성질을 정하고 ② 각
romanticdeer.tistory.com
절삭성, 피삭성(Machinability), 절삭성 지수 (Machinability Index)
1. 절삭성 1) 절삭성(Machinability) 정의 절삭이 용이한 정도 공구의 마모가 적고 절삭 저항이 적으며 절삭칩의 처리가 용이하며 가공표면의 품질이 좋아야함 2) 절삭성에 영향을 미치는 요인
romanticdeer.tistory.com
심냉처리, 심랭처리, 서브제로처리 (Sub - Zero Treatment)
기본 열처리 담금질 (Quenching) 뜨임 (Tempering) 풀림, 소둔 (Annealing) 완전소둔 (Full Annealing) 구상화 소둔 (Sphericidizing Annealing) 재결정 소둔 (Recrystallization Annealing) 응력제거 소둔 (Stress Relief Annealing) 균
romanticdeer.tistory.com
'Mechanical Engineering Study > 열처리 | 금속재료' 카테고리의 다른 글
| 내충격성(impact property), 인성(toughness), 충격시험, 샤르피시험, 아이조드시험, 기공의 영향 (0) | 2025.01.09 |
|---|---|
| 아연도금(zinc plating, galvanizing) , 크로메이트(chromate), 크로뮴산염처리 (2) | 2024.12.23 |
| 구리(Cu), 구리합금, 황동(brass), 청동(bronze) (0) | 2024.10.17 |
| 금속 조직별 일반적인 기계적 성질, 자성차이 - 마르텐사이트, 오스테나이트, 페라이트, 펄라이트, 베이나이트 (4) | 2024.10.08 |
| 부식의 종류, 부식의 원리, 스테인리스강부식, 틈부식, 알루미늄 부식, 주철 부식, 주철의 내식성 (2) | 2024.10.01 |